

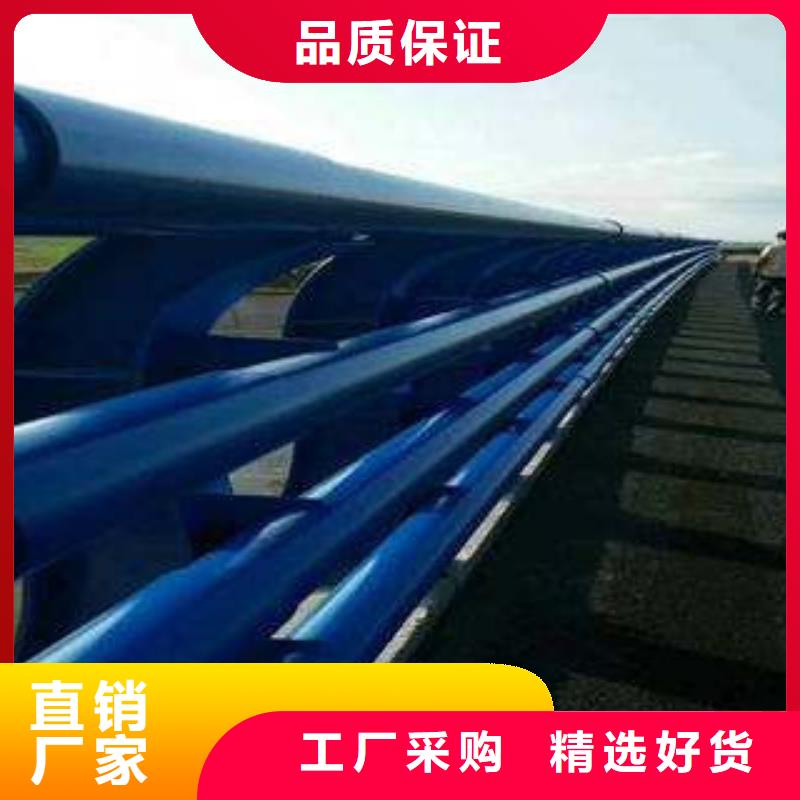


不容错过的桥梁护栏201不锈钢复合管好品质售后无忧视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:桥梁护栏201不锈钢复合管好品质售后无忧的图文介绍
始终秉承 四川内江304不锈钢复合管 品质、优质、良好服务之经营理念,积累5年 四川内江304不锈钢复合管 的产品生产营销经验,真正拥有 四川内江304不锈钢复合管 核心技术。始终致力于 四川内江304不锈钢复合管 产品服务的提供、研发。力求让客户对我们的 四川内江304不锈钢复合管 产品服务永远满意,真正使合作过程轻松、愉悦、互利共赢。


对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。



俊邦金属材料有限公司遵循:“互信、互利、平等、协作”的和谐共赢合作原则,让每一次 四川内江304不锈钢复合管 合作使我们的每一位客户都能尽量做到满意;
倡导:“科学,简捷,耐劳,谦虚”的工作原则,使我们的每一位客户能省心、省力、省时的完成每一次合作。
四川内江304不锈钢复合管 客户的满意是我们的期望,客户的期望是我们的追求。



模板制作 模板是保证防撞护栏个部尺寸和外观质量的基础。从模板制作开始就要高标准、严要求。过去,防撞护栏模板一般均采用木模,外包镀锌铁皮或冷轧黑铁皮。木模板具有投资少、易加工,易整修等优点,但也存在着木材收缩变形大,表现在铁皮易变形、表面平整度差、边缘变形多等。由于木材为弹性材料,做出的模板整体刚度差,所以浇注混凝土以后护栏顺直度、平整度不易保证。近几年,护栏施工中用钢模板代替了木模板。钢模板具有刚度大、平整度好不易变形等优点,在使用过程中不易产生变形,保证了混凝土表面平整光洁,线条顺直,其次钢模板周转次数多,长期效益好,但一次性投资较大。钢模板在加工制作时,要考虑工程本身的特点和周转使用情况决定取材。常规做法是模板正面用3mm厚普通新钢板,根据护栏尺寸和形状决定用整板加工还是碎板拼接,无论用何种方法,都要保证钢模板的各部尺寸 准确,其边缘顺直,钢板表面有良好的光洁度。其加固带间距视情而定,主要是保证模板在使用过程和吊装过程中不能变形。


焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。


