
30秒一段产品介绍视频,带你了解【角钢】304不锈钢管无中间商厂家直销产品的功能、特点和使用方法。
以下是:【角钢】304不锈钢管无中间商厂家直销的图文介绍

【角钢】304不锈钢管无中间商厂家直销

角钢圆机液压角铁扁钢槽钢圆机性能F6角钢卷取机是一种对称的三辊卷取机,它集成了机电一体化,通过传动装置,联轴器,减速机,齿轮等将电机输出的较高输出转速转换为所需的高扭矩和低转速。
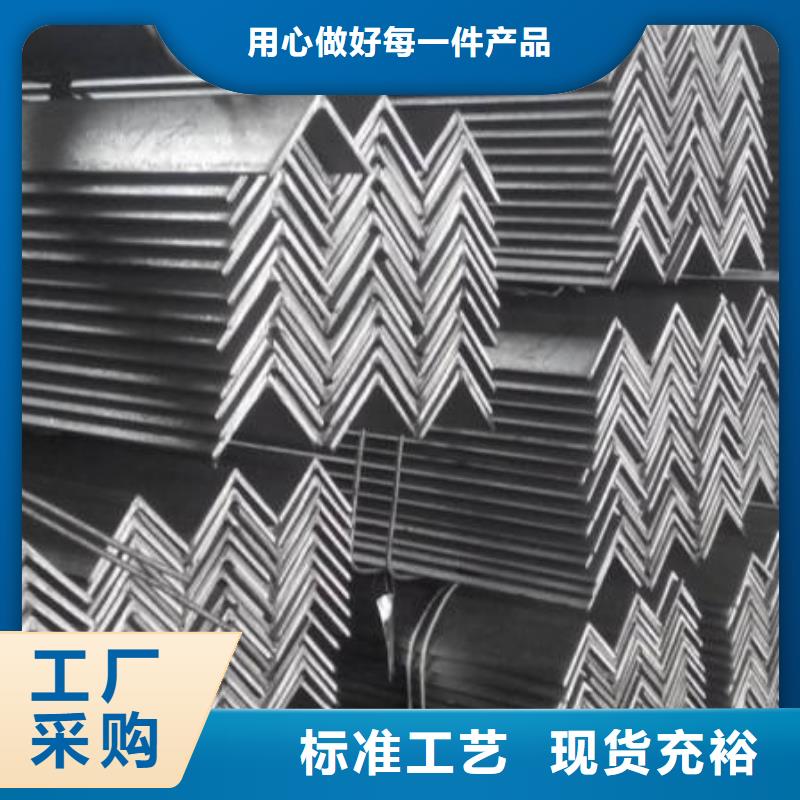
具有固定位置的两个主动滚轮实现旋转运动并为轮廓行走提供扭矩。被动辊通过手轮的前进和后退而移位,以为轧制型材提供所需的压力,并且通过数字刻度实时显示位移。三个工作辊以等腰三角形分布,角钢卷取机通过移动被动辊的位置达到所需的弯曲半径,即调整弯曲的曲率,实现三点形成的弧形。
轮廓通过被动辊的压缩和两个驱动辊的旋转运动,型材连续弯曲多次以产生 的塑性变形,角钢卷取机用于将型材轧制成圆形,弧形和常温状态。螺旋和其他工件。角铁扁钢通道圆角机。
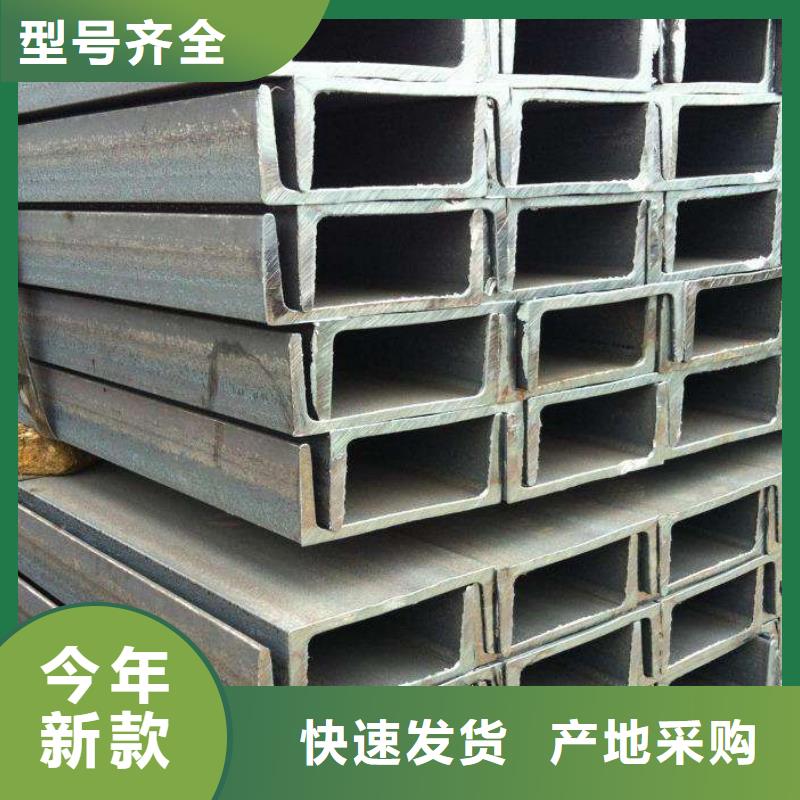
液压角铁扁钢通道卷板机该结构结构简单,装配方便,拆装清洗方便。 3.壁厚控制成型机头的壁厚控制也是法兰成型机头的关键。技术。型坯壁厚控制分为两种类型:轴向控制(AWDS)和径向控制(PWDS)。
轴向壁厚控制系统在芯模空白注射过程中根据程序控制轴向运动,并实时改变芯模的开口量,使坯料在不同位置获得不同的壁厚,液压角铁扁钢通道圆角机适应产品形状的实际需要,从而基本保证了终产品的壁厚分布相对均匀。目前,我国生产的法兰成型机一般具有轴向型坯控制功能,厚度控制点在坯料的整个长度范围内为24~256。


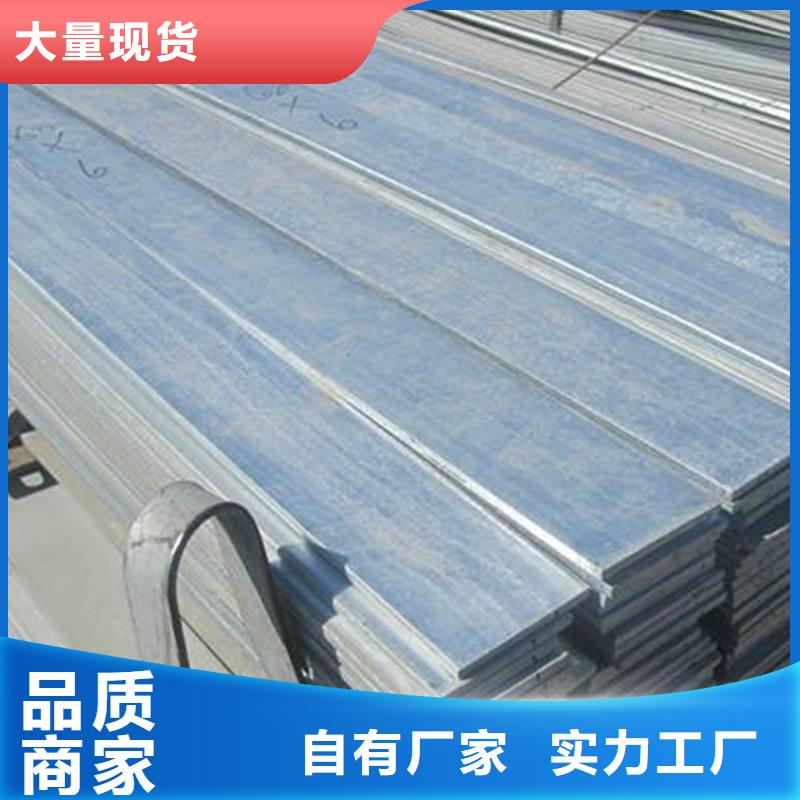
某钢厂中400mm机组是以生产中号角钢和槽钢为主的型材机组,年产量65万吨,其中槽钢产品规格为638~1208,产量约占总产量的25%。成品槽钢的分段作业采用1台400t冷剪机进行。槽钢剪切质量对后续工艺,特别是焊接质量影响较大,若剪切断口处存在塌肩、毛刺、撕裂、切斜等缺陷,则会使槽钢对接时存在较大缝隙,影响焊接质量,特别是强度指标,从而造成较大的隐患。
安钢垂400mm机组随生产节奏和产量的提高,上述剪切缺陷越来越突出,剪切质量内控达标率仅为94.2%。而且剪刃的使用寿命越来越短,平均每班更换一次,造成生产成本和职工劳动强度增加。针对这些问题,从工艺、技术和操作上进行了认真分析,并提出了相应改进措施,取得了较好效果。
1、工艺原因
该机组的设计能力为20万t/a,但产量达到了60万t/a,冷床区生产能力不足的问题很突出,与生产角钢相比,槽钢的冷却速度较慢,从而造成剪切时槽钢温度较高,极易出现塌肩、毛刺、撕裂等缺陷,并且对剪刃寿命的影响较大。
2、剪刃设计原因
槽钢剪刃设计的基本依据是槽钢成品孔型形状,如图1所示(以100#槽钢为例)。这种设计在剪切过程中易出现以下问题:一是槽钢两肩部与其他部分相比,相对较厚,所需剪切力也较大,剪刃磨损较快,剪刃使用一段时间后。这一部分相对磨损量大,致使肩部间隙较大,易出现塌肩现象;二是槽钢两腿与腰部处相比,由于剪切角度的影响,当剪刃磨损后,在剪切两腿时,剪切量变小,腿部剪切由通常的剪断变成了撕断,槽钢腿端面极易出现毛刺;三是上、下剪刃腿部斜度与槽钢成品孔型基本一致,这样在剪切时腿部基本同时受力,剪切力较大,剪刃磨损较快,一方面腿端剪切压痕严重,另一方面剪刃老化后,极易出现槽钢剪切部分撕裂、毛刺较多的现象。后两点是影响槽钢剪切质量的主要原因。



盛世东和金属材料销售有限公司始终严把质量关,把科技创新作为公司的核心竞争力,其强大的研发能力保证了 内蒙古包头不锈钢装饰管产品的不断改进和更新。 内蒙古包头不锈钢装饰管产品质量、价格以及服务获得业界优良口碑。公司始终把“求真务实、拼搏创新、合作共进、价值共享”为企业的经营理念,并把振兴民族企业和民族产品为己任,更好更多的服务于社会。

