



联系我们

更新时间:2024-12-27 20:51:42 浏览次数:3 公司名称:泰安 亿路通新材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 山东亿路通 |
| 原材料 | PP\PE |
| 适用场景 | 适用于各种堤坝和路基补强、边坡防护、洞壁补强,大型机场、停车场、码头货场等永久性承载的地基补强 |
| 幅宽(m) | 1-6 |
| 规格(KN/m) | 10-50 |
| 是否有矿用 | 是 |
| 延伸率 | ≤10-15 |






单、双向拉伸塑料土工格栅的生产注意事项:
1.通过控制拉伸速度来缓慢加热和拉伸土工格栅,使得聚合物分子链在拉伸方向上高度取向。工艺要求严格,拉伸速度决定了网的拉伸系数和物理性能。性能方面,一般拉伸比可调整到5-8倍,未拉伸土工格栅的拉伸强度仅为20-35兆帕,高拉伸定向土工格栅的拉伸强度为150兆帕。
2.板材生产的板材质量直接影响塑料土工格栅的性能。为了保证树脂的塑化,应使用螺杆直径为φ150毫米的单螺杆挤出机。所生产的板具有1.0-2.0m的宽度、2?5mm厚度、光滑的表面、无气泡、分层或杂质以及0.2 mm的厚度公差
3.温度控制预热温度是拉伸土工格栅尺寸均匀性的关键。这与生产速度有很大关系。通常,拉伸高密度聚乙烯片材时,温度控制在140-160℃。由于温度误差范围小。加热方法尤为重要。通常,加热介质是水。水由电加热器加热到预定温度,片材由预热水箱均匀加热,然后拉伸形成椭圆形网格。
4.格栅加工采用步进自动精密冲床,冲床频率由板材产生。拉伸速度匹配,自动连续冲压。塑料格栅的网孔直径一般为φ 8 φ 15 mm,孔间距小于20 mm,要求成型孔边缘光滑无毛刺,以保证后续拉伸的顺利进行。
1. 增大路(地)基的承载力,延长路(地)基的使用寿命



亿路通新材料有限公司建立的营销售后服务体系,通过实施现代化企业管理制度,采用科学管理模式,以“稳定中求发展,发展中求突破”的经营理念,稳中求进;以“细节决定成败”的心态认真对待每一件事,继续秉持“稳定、快捷、科技、领先”的战略定位,让客户长期分享科技进步的成就感与自豪感,亿路通新材料有限公司竭诚与商家双赢合作,共同发展,共创辉煌!


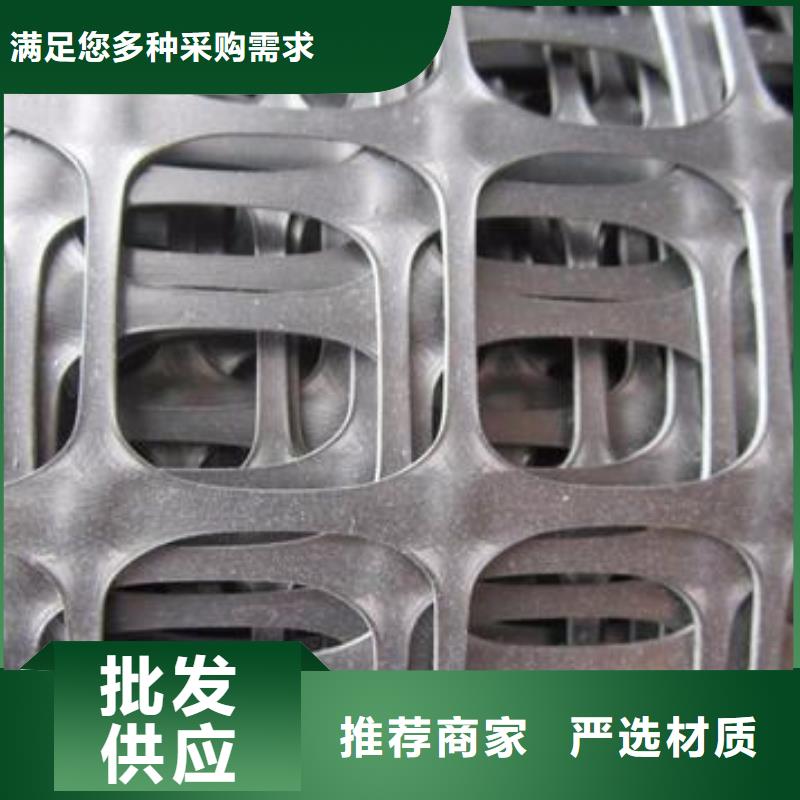
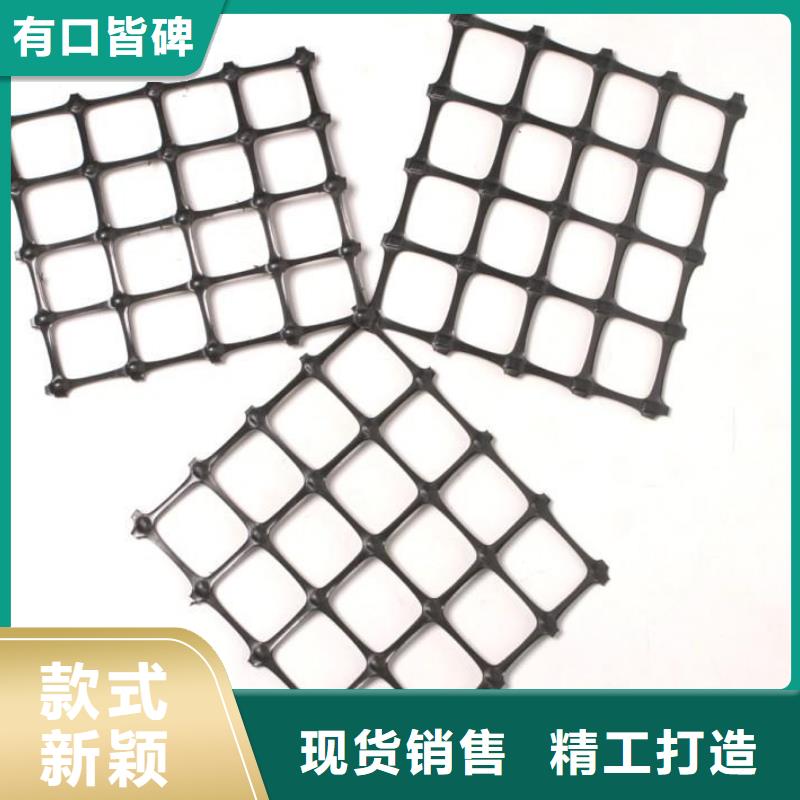
单、双向拉伸塑料土工格栅
1.通过控制拉伸速度来缓慢加热和拉伸土工格栅,使得聚合物分子链在拉伸方向上高度取向。工艺要求严格,拉伸速度决定了网的拉伸系数和物理性能。性能方面,一般拉伸比可调整到5-8倍,未拉伸土工格栅的拉伸强度仅为20-35兆帕,高拉伸定向土工格栅的拉伸强度为150兆帕。
2.板材生产的板材质量直接影响塑料土工格栅的性能。为了保证树脂的塑化,应使用螺杆直径为φ150毫米的单螺杆挤出机。所生产的板具有1.0-2.0m的宽度、2?5mm厚度、光滑的表面、无气泡、分层或杂质以及0.2 mm的厚度公差
3.温度控制预热温度是拉伸土工格栅尺寸均匀性的关键。这与生产速度有很大关系。通常,拉伸高密度聚乙烯片材时,温度控制在140-160℃。由于温度误差范围小。加热方法尤为重要。通常,加热介质是水。水由电加热器加热到预定温度,片材由预热水箱均匀加热,然后拉伸形成椭圆形网格。
4.格栅加工采用步进自动精密冲床,冲床频率由板材产生。拉伸速度匹配,自动连续冲压。塑料格栅的网孔直径一般为φ 8 φ 15 mm,孔间距小于20 mm,要求成型孔边缘光滑无毛刺,以保证后续拉伸的顺利进行。



单、双向拉伸塑料土工格栅施工工艺
(1)首先放出路基边坡线,为了保证路基宽度,每侧各加宽0.5m,把晾晒好的基底土进行整平后用25T振动压路机静压两遍,再用50T震压四遍,不平整的地方人工配合整平。
(2)铺垫0.3m厚的中(粗)砂,人工配合机械整平后,25T的振动压路机静压两遍。
(3)铺设土工格栅,土工格栅铺设时底面应平整、密实,一般应平铺,拉直、不得重叠,不得卷曲、扭结,相邻的两幅土工格栅需搭接0.2m,并沿路基横向对土工格栅搭接部分每隔1米用8号铁丝进行穿插连接,并在铺设的格栅上,每隔1.5-2m用U型钉固定于地面。
单向塑料土工格栅是由高分子聚合物经挤出压成薄板再冲规则孔网,然后纵向拉伸而成。这个过程能够使高分子成定向线性状态并形成分布均匀、结点强度高的长椭圆形网状整体性结构,此种结构具有相当高的拉伸强度和拉伸模量。