


想要一睹景观不锈钢护栏质量保证产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:景观不锈钢护栏质量保证的图文介绍
俊邦金属材料有限公司是一家以生产 山西长治304不锈钢复合管 为主的厂家、以客户需求为发展的根本,保障服务质量,不断提高发展技术和服务领域,为客户提供便捷、优质、的服务。 一贯秉承、便捷、优质、的服务理念,全体职工发扬“团结、奋发、、奉献“的精神,以“保证质量、用户满意“作为永恒的追求和郑重的承诺,愿以先进的技术、优良的设备、科学的管理,竭诚为广大客户提供省时、省力、省钱、、快捷、方便的优质服务。愿在您的信任和大力支持下共创美好明天

对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。

轧制是一种传统的制备复合金属的方法。热轧复合实质上属于压力焊,如果变形量足够大,轧辊施加的压力就会破坏金属表面的氧化膜,使表面达到原子接触,从而使两表面焊在一起。轧制的优缺点分别为:优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。 热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。


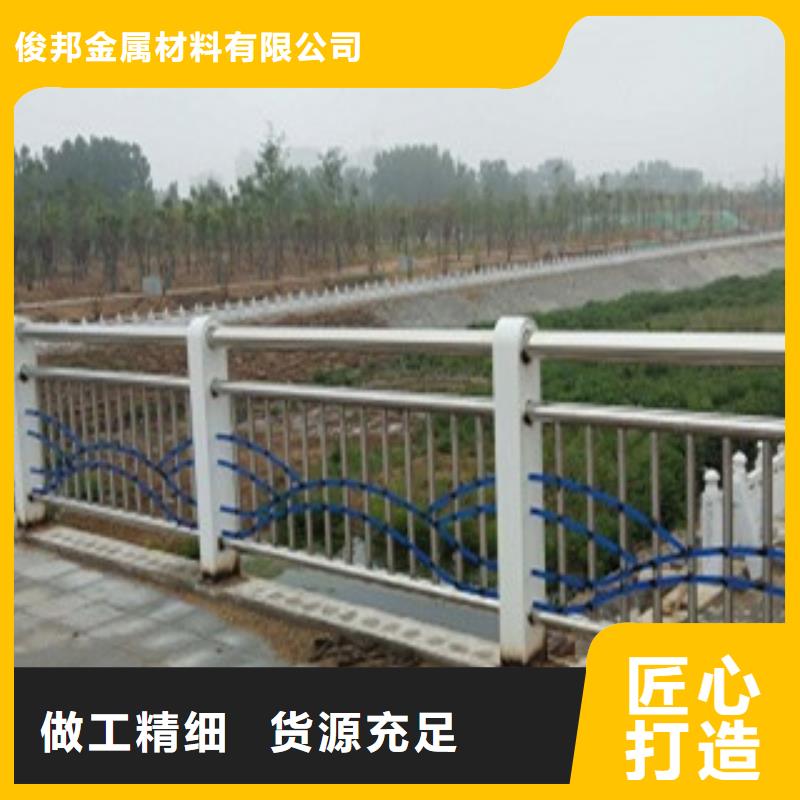
防撞护栏通人孔和手孔两侧上方填土高度小于3m的路段采用现浇混凝土基础方式方法安装立柱,其立柱基础5m范围内的填土密实度应满足路基一般要求,土方路段护栏采用打入式立柱,石质路段以及没有办法打入立柱的路段,采用钻孔施工法。
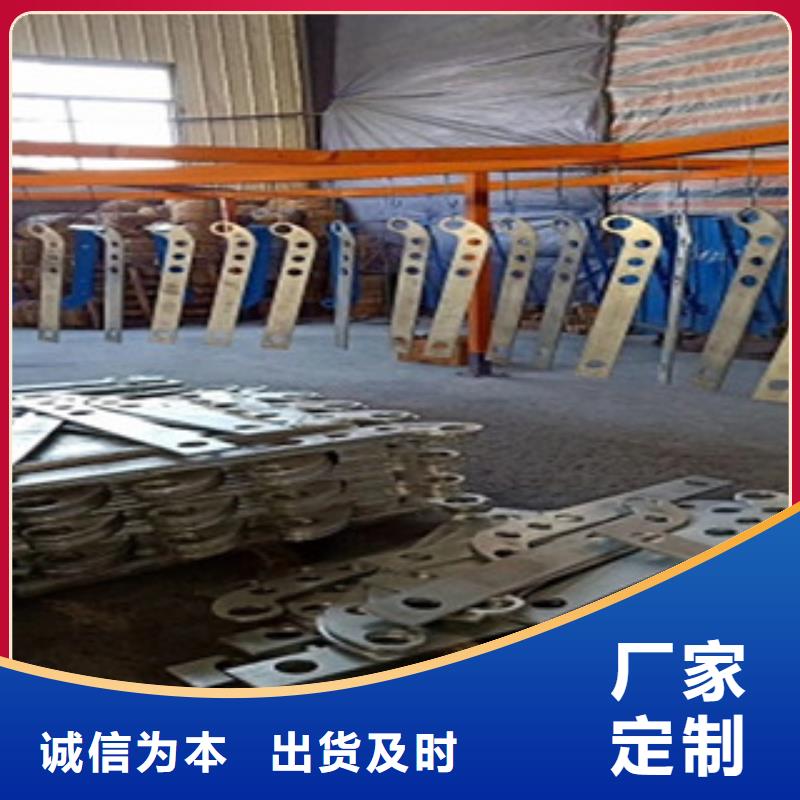
防撞护栏、立柱、端头及连接螺栓(组成:头部和螺杆组成)所用普通碳素结构,其技术条件应符合碳素钢技术条件(GB700—88)厂家有防护与被动防护,主覆盖包裹在所需防护斜坡或岩石上,以限制坡面岩石土体的风化剥落或破坏以及为岩崩塌(加固作用),或将落石控制于一定范围内运动(围护作用)。
防撞护栏均采用4mm厚公路防撞护栏板,立柱采用Φ140×5圆钢管立柱和□130×130×6方钢管立柱。防撞护栏防盗可采用设计中的防盗螺栓(组成:头部和螺杆组成)连接。以上是关于防撞护栏的设置要求都有什么的全部内容,如果还有什么不懂得地方可以直接与我们的沟通,我们竭诚为您服务。
防撞护栏、立柱、端头及连接螺栓(组成:头部和螺杆组成)所用普通碳素结构,其技术条件应符合碳素钢技术条件(GB700—88)厂家有防护与被动防护,主覆盖包裹在所需防护斜坡或岩石上,以限制坡面岩石土体的风化剥落或破坏以及为岩崩塌(加固作用),或将落石控制于一定范围内运动(围护作用)。
防撞护栏均采用4mm厚公路防撞护栏板,立柱采用Φ140×5圆钢管立柱和□130×130×6方钢管立柱。防撞护栏防盗可采用设计中的防盗螺栓(组成:头部和螺杆组成)连接。以上是关于防撞护栏的设置要求都有什么的全部内容,如果还有什么不懂得地方可以直接与我们的沟通,我们竭诚为您服务。



