
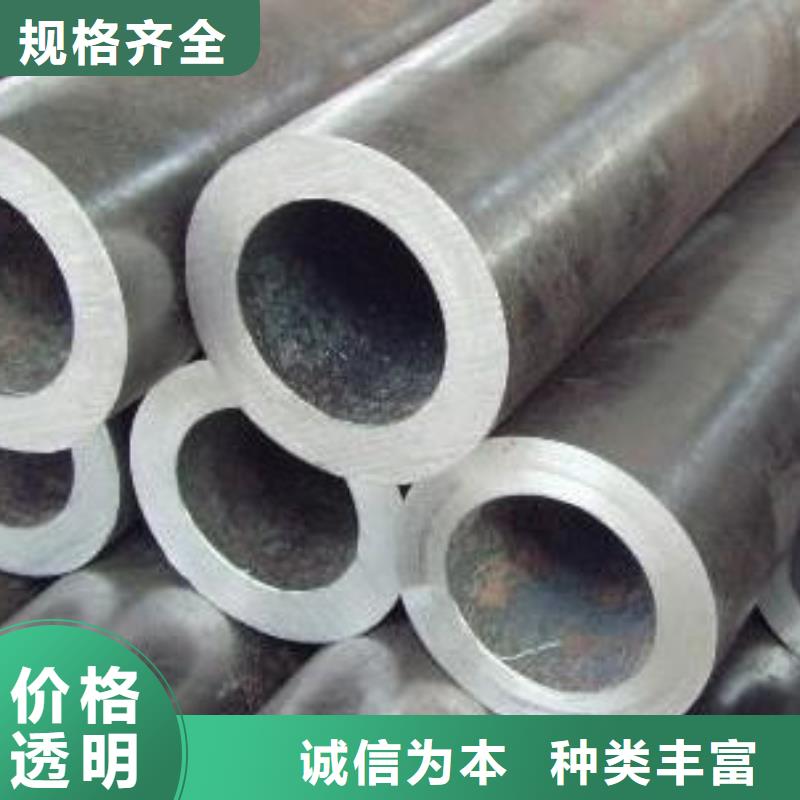




冷拔无缝钢管制造时的常见问题
冷拔无缝钢管具备內外壁无空气氧化层、承担髙压无渗漏、高精密、高光滑度、冷拔不形变、扩口挤扁无缝隙、表层已作防锈等特性,适用于机械系统、液压机械及小车摩托的气动式或液压件,如汽缸或液压缸等。
冷拔基础的生产流程是:热扎毛管—>毛管查验、刃磨—>毛管酸洗钝化—>毛管酸洗钝化后复查—>冷拔—>精拉道次前校直—>酸洗钝化、润化—>精拉—>制成品前解决—>进库。
制造必须留意操纵:
1、毛管
毛壁厚厚要匀称、內外表层缺点少;要配备外表层打磨抛光及内螺纹缺点机器设备。
2、复查
与一般冷拔无缝钢管对比,冷拔精密无缝管制造了热扎毛管酸洗钝化复查工艺流程,关键是要确保毛在水管外表层无伸缩、裂痕等缺点,掉内表层存有伸缩、比较严重画线、表面等缺点的毛管。
3、专用工具
一般冷拔无缝钢管制造所应用的专用工具的表层光滑度规定在Ra0.4左右,规格精密度超过H3左右,强度规定在HRC70左右。另外规定拉拨全过程中不可以出現顶边或磨具粘钢状况。
4、淬火
淬火在全部的冷拔管制造中是十分关键的工艺流程,淬火品质的优劣既危害无缝钢管的特性也危害氧化铁皮的。冷拔无缝钢管必须配备无空气氧化光亮退火炉机器设备。
5、酸洗钝化
无缝钢管在盐酸酸洗钝化全过程中非常容易产生以Fe2O3、Fe3O4主导的“黑渣”,在事后制造中产生表层黄斑。Fe2O3、Fe3O4溶于于硫酸,为避免黄斑产生则在酸池中添加5-10g/l的NaCl。
6、润化
应取用环氧树脂作润滑液,这类润化与磷化处理加润化(皂脚)对比有显著的差别,拔制出去的无缝钢管展现铁常规的原色,具有高的光滑度又有冷扎管一样的好看外型颜色。
制造冷拔无缝钢管的工业控制系统包含冲压模具、淬火、酸洗钝化、润化等标准操纵,另外应在毛管质量检验、修整层面搞好工作中。


面对高温,梅雨当道的月淡季,钢材资源的整体消化略显吃力,加之年中资金面偏紧,市场价格继续低位震荡的概率较大。合金无缝钢管制造业景气指数的持续小幅抬升显现出当下我国经济受益于稳增长政策的加码正逐渐呈现低位企稳缓慢复苏迹象,而一带一路以及新一轮城镇化步伐的加速也都将成为提振钢市的主要着力点,成为钢价在后期能够倚附并逐步扭转抬升的主要动力。
因此,月钢市仍将继续低位调整,但市场外部因素的转好正逐渐成为其下方的支撑,调幅空间或将收窄。自年后开始,冷轧市场一直处于跌跌不休的态势。在经过相当长时间的调整之后,鉴于价格接近底部,近期冷轧市场似乎逐步恢复理性,无论是下跌范围还是跌幅均有所收窄,且逐步趋稳运行。
现阶段合金无缝钢管市场上有少量的资源陆续到货,缺货现象并不严重,但整体来看市场上可流通的资源有限。目前供需矛盾依然存在,且在较短时间内这种局面较难得到改观。期现依旧以跌报收,螺纹钢低位震荡平收,热轧期盘小幅阴跌,市场螺纹钢,高线,热轧板以及冷轧和中厚板价格也继续快速调低,其中冷轧板的价格再度刷新近年来新低,主导地区价格下破大关,中厚板主要地区价格也直逼前低元。资源方面从目前市场情况来看热轧以及螺纹钢主要地区的报价目前依旧在前低水平之上。
市场依然未有明显起色,预计探低的合金无缝钢管行情仍将在月份继续演绎。随着整个稳增长政策的加码以及作为经济晴雨表的股市行情的启动,整体经济下行态势已有所好转,而一带一路以及新城镇化的增长动力所带动的相关行业需求的回升也有望逐渐在后期显现,因此,钢价本身受到宽松政策导向而出现一定支撑,市场整体的预期依然会逐渐转好。尽管到月底需求的低迷以及外部利好支撑提振因素在前期相继释放后无果的表现使整个月份市场出现明显的回踩下行作。



津铁物资有限公司批发零售: 山东淄博方矩管,货源充足,常备库存,现货充足,目前公司客户遍布全国各地,公司一贯重合同、守信用,在业界内享有较高的商业信誉,且有雄厚的经营实力,能稳健地向客户提供产品的营销服务,公司优势:货源充足,价格合理,高端服务,宁可一诺不许,许则一诺千金,欢迎新老客户来电咨询洽谈。


山东功诚钢管制造有限公司 无缝钢管有耐磨抗拉优势
无缝钢管硬度高耐磨性好超声波可以检验任何焊件材料、任何部位的缺陷,并且能较灵敏地发现缺陷位置,但对缺陷的性质、形状和大小较难确定。
所以根据不同的使用要求,从抗拉强度、屈服点、伸长率这几方面来具体的介绍下无缝钢管的力学性能。1抗拉强度 试样在拉伸过程中,在拉断时所承受的大力(Fb),出以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的大能力。
金钢(合金元素总含量>10%正火规范:正火温度850-870℃,正火后硬度179-229HBS。冷压毛胚软化处理规范:温度740~760℃,保温时间4~6h,以50~100℃/h的冷速,随炉降至温度≤600℃,出炉空冷.处理前硬度≤217HBS,处理后硬度≤163HBS。生铁屑保护摆动鬼火规范(670±10)℃×2h,随炉升温,(710±10)℃×2h,随炉降温,(670±10)℃×2h,随炉升温,(710±10)℃×2h,再随炉降温,(670±10)℃×2h,随炉升温,(710±10)℃×2h,随炉降温



