
准备好领略16MN螺旋焊接钢管批发商规格多产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:16MN螺旋焊接钢管批发商规格多的图文介绍



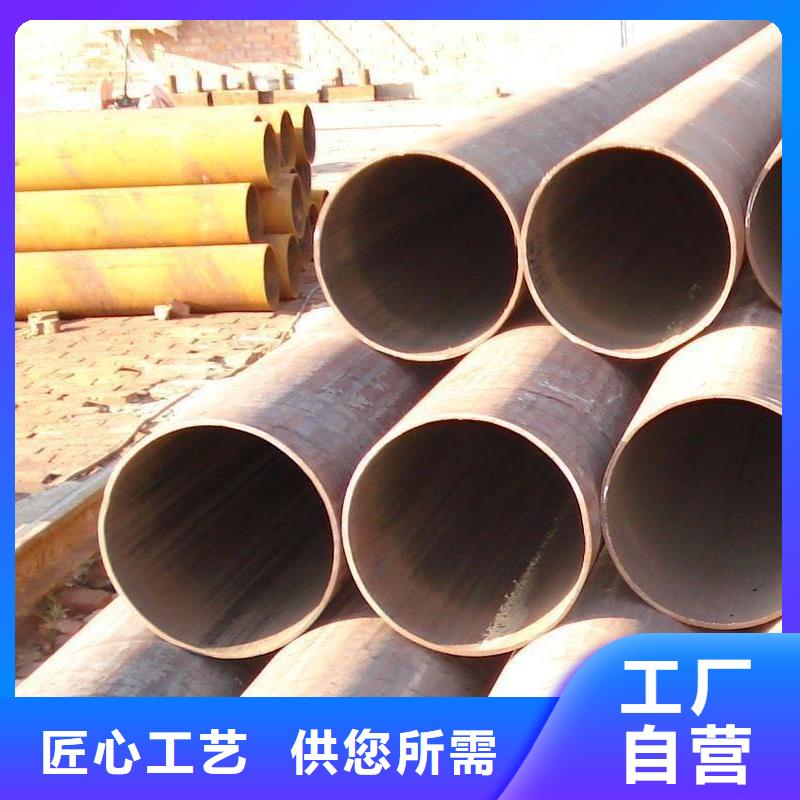
其可分为普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。此外在目前市面上应用比较广泛的还有一种叫做螺旋焊管,该类型产品指的是把低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。
焊管产品不仅类型丰富,而且关于其的加工工艺和成型方法也多式多样。大多数情况下,在成型之后,一道工序都是对焊接后管坯再进行一次全长扩径,以焊接管形质量。也就是说,扩径工艺成为了大口径直缝焊管生产中确保成品管质量的一道重要工序。
所谓扩径,其实是属于一道采用液压或者是机械方法对钢管的内部施加一定作,从而使钢管沿着径向向外扩胀成型的压力加工工艺。机械方式比液压方式,设备简单且效率更高,因而目前在实际应用中更为常见。尤其是在非常的几条大口径直缝焊管制管线扩径工序中被采用。
总的来说,在对焊管产品经扩径加工的过程中,主要可以分为五个阶段。是初步整圆阶段:扇形块打开直到所有扇形块都到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。第二是名义内径阶段:扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。
焊管产品不仅类型丰富,而且关于其的加工工艺和成型方法也多式多样。大多数情况下,在成型之后,一道工序都是对焊接后管坯再进行一次全长扩径,以焊接管形质量。也就是说,扩径工艺成为了大口径直缝焊管生产中确保成品管质量的一道重要工序。
所谓扩径,其实是属于一道采用液压或者是机械方法对钢管的内部施加一定作,从而使钢管沿着径向向外扩胀成型的压力加工工艺。机械方式比液压方式,设备简单且效率更高,因而目前在实际应用中更为常见。尤其是在非常的几条大口径直缝焊管制管线扩径工序中被采用。
总的来说,在对焊管产品经扩径加工的过程中,主要可以分为五个阶段。是初步整圆阶段:扇形块打开直到所有扇形块都到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。第二是名义内径阶段:扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。



国耀宏业钢铁有限公司是集生产,销售售后于一体的厂家。
主要生产产品: 广东珠海方管厂家公司拥有专业管理人员,建立了完善、规范的质量管理体系和环境管理体系,凭借“规范的管理,良好的信誉,的产品,专业的技术,高品质的施工质量,完善的售后服务”赢得广大客户的信赖。
公司一贯坚持“德为做人之根,质为立业之本”的宗旨,坚持“客户di yi”的原则为广大客户提供优质的产品,凭借着高质量的产品,良好的信誉,优质的服务,产品畅销全国。欢迎各界朋友莅临参观、指导和业务洽谈。双赢合作,共同发展!


其次就是埋弧焊,在采用这一焊接方法加工焊管的过程中,主要是利用焊接电弧在焊剂的覆盖下实现电弧焊接。焊接金属熔池在焊剂覆层保护下凝固成焊缝,焊剂熔融层冷却为渣壳覆盖在焊缝外表面。第三种焊接方法叫做钨极惰性气体保护焊,指的是利用纯钨或活化钨(钍钨、铈钨等)作为电极的惰性气体保护焊成钨极惰性气体保护焊。
在采用该工艺进行焊管处理的过程中,需要在惰性气体的保护下,利用钨电极与焊件间产生的电弧热熔化母材和填充焊丝进行焊接。也可以采用熔化极惰性气体保护焊接方法,即使用焊丝为熔化电极的惰性气体保护焊。另外还可以将二氧化碳气体作为气体保护焊,通常是利用纯度在99.8%以上的CO2作保护气体的熔化极气体保护焊。
也可以采用混合气体保护焊的焊接方法,此时主要是采用两种或两种以上气体,按一定比例组成的混合气体作为保护气体的气体保护焊完成焊管焊接过程。除了以上几种方法之外,关于焊管的焊接还可以采用的焊接工艺包括有:氩弧焊、脉冲氩弧焊、等离子弧焊以及热钎焊。
直缝焊管怎样控制质量好坏坯料的穿孔温度依据原料异样而有所异样。热扩焊管但大都在1200℃左右,含碳量和其他合金元素较多时温度要稍低一些。加热操作第二个关键是尽量削减氧化皮数量。是在热肘,热扩焊管从东西寿数和管材的表面质量动身,恳求愈加严厉。
在采用该工艺进行焊管处理的过程中,需要在惰性气体的保护下,利用钨电极与焊件间产生的电弧热熔化母材和填充焊丝进行焊接。也可以采用熔化极惰性气体保护焊接方法,即使用焊丝为熔化电极的惰性气体保护焊。另外还可以将二氧化碳气体作为气体保护焊,通常是利用纯度在99.8%以上的CO2作保护气体的熔化极气体保护焊。
也可以采用混合气体保护焊的焊接方法,此时主要是采用两种或两种以上气体,按一定比例组成的混合气体作为保护气体的气体保护焊完成焊管焊接过程。除了以上几种方法之外,关于焊管的焊接还可以采用的焊接工艺包括有:氩弧焊、脉冲氩弧焊、等离子弧焊以及热钎焊。
直缝焊管怎样控制质量好坏坯料的穿孔温度依据原料异样而有所异样。热扩焊管但大都在1200℃左右,含碳量和其他合金元素较多时温度要稍低一些。加热操作第二个关键是尽量削减氧化皮数量。是在热肘,热扩焊管从东西寿数和管材的表面质量动身,恳求愈加严厉。



综合看,上周末市场成交放量,加之周一黑色系市场开盘拉涨,多品种涨停,现货市场受其影响,纷纷追涨,价格拉涨给下游用户带来了强烈的心,采购相较活跃,冬储将要来临,合理价位在下游用户的心里和市场心态不断变化,预计下周带钢价格震荡为主。
天津钢企环保限产压力不减,伴随采暖季的不断深入,后期带钢产量或依旧存在降低可能,目前带钢库存处于低位,厂商及下游库存压力较轻,伴随时间推移,下游冬储或阶段性采货刚需犹存。热轧带钢市场价格在经历了上月暴跌后,天津部分下游厂商集中补货,随着补货的逐渐完成,钢厂利润处于低点,挺价意愿较强。
。管厂方面上个周末,就经贸问题达成共识,停止相互加征新的,双方也将朝着取消所有加征的方向加紧磋商。此消息一出,津冀地区焊镀管价格当天连续上调三次,上涨幅度80-180元不等,周初开市,各管厂继续追涨,两天涨幅达150-250元。
受此带动,总体成交出现好转,但随着价格拉高,观望情绪不断增浓,成交有所减弱。周中,随着天津发布“关于严格落实钢铁行业高炉装备错峰生产要求的函”的消息传出,钢市价格再次上涨,河北地区大部分管厂顺势上调,市场情绪再次好转。
天津钢企环保限产压力不减,伴随采暖季的不断深入,后期带钢产量或依旧存在降低可能,目前带钢库存处于低位,厂商及下游库存压力较轻,伴随时间推移,下游冬储或阶段性采货刚需犹存。热轧带钢市场价格在经历了上月暴跌后,天津部分下游厂商集中补货,随着补货的逐渐完成,钢厂利润处于低点,挺价意愿较强。
。管厂方面上个周末,就经贸问题达成共识,停止相互加征新的,双方也将朝着取消所有加征的方向加紧磋商。此消息一出,津冀地区焊镀管价格当天连续上调三次,上涨幅度80-180元不等,周初开市,各管厂继续追涨,两天涨幅达150-250元。
受此带动,总体成交出现好转,但随着价格拉高,观望情绪不断增浓,成交有所减弱。周中,随着天津发布“关于严格落实钢铁行业高炉装备错峰生产要求的函”的消息传出,钢市价格再次上涨,河北地区大部分管厂顺势上调,市场情绪再次好转。