





钢纤维混凝土的拌和
(1)必须使用滚动式混凝土拌和设备。当钢纤维体积率较高,拌和物稠度较大时,应对拌和量进行控制,一般应不超过设备拌和量的60%。
(2)注意拌和料的投放顺序,一般按水泥、钢纤维、细集料、粗集料、水的顺序进行,先进行干拌后再加水湿拌,同时,钢纤维应分2-3次投放,保证钢纤维在拌和机内不结团,不弯曲或拆断。
(3)应根据拌和物的粘聚性、均匀性及强度稳定性要求通过试拌确定合理的拌和时间。先干拌后湿拌,一般按干拌时间不少于80秒,湿拌时间不少于100秒(总拌和时间必须控制在300秒以内)。


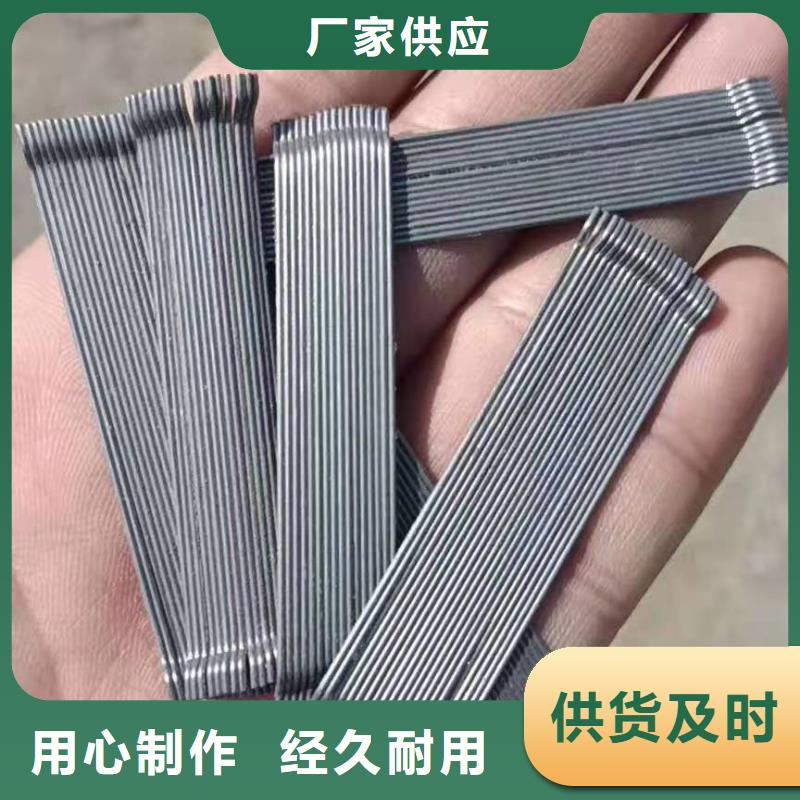
:把不锈钢冷拔成丝,然后切成短纤维;称钢丝切断法,这种方法有两个缺点,其一是加工过程繁杂,成本较高;其二是钢纤维表面光滑,若要提高纤维与耐火混凝土基体的粘结强度,需改变不锈钢纤维的表面形状,如进行压棱、波形、弯勾等。
第二:将薄钢板剪切成纤维,先将钢板剪成钢带,然后再将钢带剪成一定宽度的纤维。
第三:将厚钢板(或钢锭)用平刃铣刀切成纤维,这种方法制作的纤维由于切削时钢纤维产生塑性变形、轴向扭曲,因此与混凝土基体的粘结力高于剪切钢纤维。
第四:用电炉将废钢熔化,加入所需一定量的合金材料,如铬,镍,硅等,获得不同化学成分的不锈钢液体,其温度为1500~1600℃.在钢液上方有一个有沟槽的熔抽轮,当高速旋转轮贴近钢液时,钢液被甩出,并冷却成型。
上述四种制造方法中以熔抽法有前途:A.因原材料来源广泛,制造工艺简单,价格便宜;B.钢纤维甩出时急速冷却淬火,使内部晶粒细化强度增强;C.因包复氧化膜,降低高温氧化速率;D.因表面粗糙,提高了纤维与混凝土基体的粘结强度。



广通工程材料有限公司获得多项荣誉,在 河南周口聚酯纤维业内树立了良好的口碑,连续多年被河南周口质量监督部门评为量信得过企业。 公司始终秉承“正可立身,达则济世”的人文服务理念,坚守“实用,实惠!”的企业文化理念,以“节能、科技、环保”的生产原则,以“开拓、进取、求实、创新”的建设精神,与国内外的同行们肩并肩,携手公司新老用户一起协力,共创明天的辉煌,建设美好家园。


钢纤维检测
1、钢纤维的抗拉强度检验,要求其抗拉强度不低于380MPa;
2、钢纤维的抗弯拆性能,钢纤维应能经受直径3㎜钢棒弯拆90°不断,每批次检验不少于10根;
3、杂质含量,钢纤维表面不得有油污,不得镀有有害物质或影响钢纤维与混凝土粘接的杂质。
4、钢纤维的长度偏差不应超过标准长度的10%,每批次至少随机抽查10根以上;
5、钢纤维的直径或等效直径合格率不得低于90%,可采取重量法检验,每批次抽检100根,用天平称量,卡尺测其长度,要求得到的等效平均值满足规定;
原材料的检验:
必须满足上述原材料的质量控制标准,应按照公路工程施工技术规范的要求进行检验。
钢纤维混凝土的检验:
应重点检验钢纤维混凝土的和易性、塌落度和水灰比等,同时必须现场目检钢纤维在混凝土的分布情况,
发现有钢纤维结团现象应延长拌和时间。



