





图文介绍虽好,但视频更能展现Q235A焊管一站式采购产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。
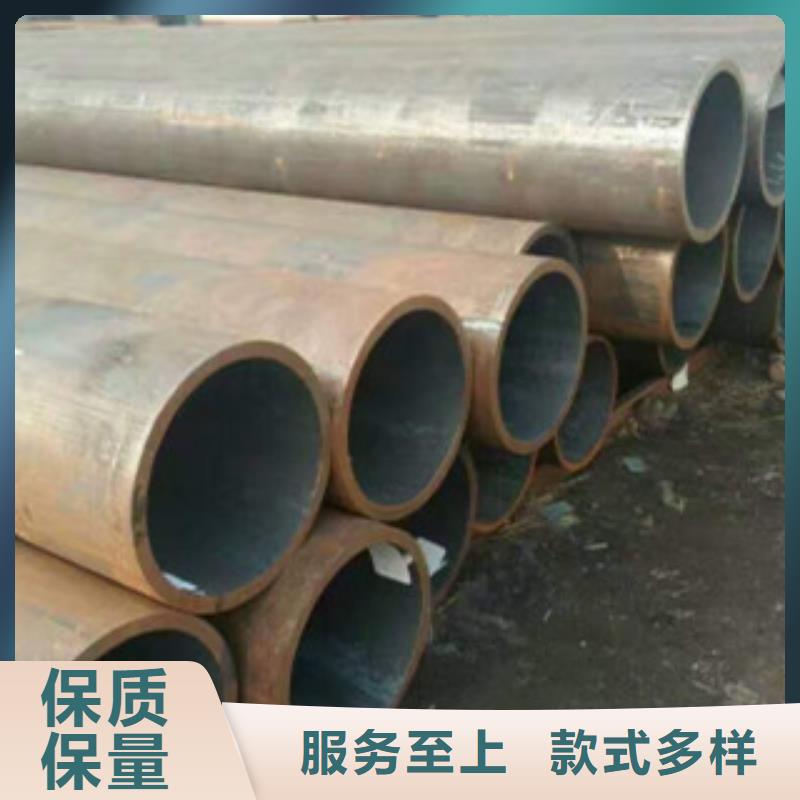
以下是:Q235A焊管一站式采购的图文介绍


深耕 广东中山衬塑钢管、涂塑钢管厂家、衬塑复合管厂家、钢塑复合管厂家行业十年,一直坚持对 广东中山衬塑钢管、涂塑钢管厂家、衬塑复合管厂家、钢塑复合管厂家产品质量的严格把控,售前售中售后的服务。 十年耕耘,让社会各界看到了我们,鸿顺管道科技有限公司将继续努力,在 广东中山衬塑钢管、涂塑钢管厂家、衬塑复合管厂家、钢塑复合管厂家领域发光发热!



所谓扩径,其实是属于一道采用液压或者是机械方法对钢管的内部施加一定作,从而使钢管沿着径向向外扩胀成型的压力加工工艺。机械方式比液压方式,设备简单且效率更高,因而目前在实际应用中更为常见。尤其是在非常的几条大口径直缝焊管制管线扩径工序中被采用。 总的来说,在对焊管产品经扩径加工的过程中,主要可以分为五个阶段。是初步整圆阶段:扇形块打开直到所有扇形块都到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。第二是名义内径阶段:扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。 第三个阶段叫做弹复补偿阶段,也就是说焊管的扇形块将会逐渐速度减小,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。第四是保压阶段:扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压阶段。 一个阶段叫做卸荷回归,此时扇形块从弹复前焊管的圆周位置不断的进行回缩,直终将达到初始扩径的位置,这是扩径工艺要求的扇形块小收缩直径。在实际应用中,工艺简化中,3步骤可以合并简化,这对钢管的扩径质量没有影响。



但是焊时有两个缺点:一是铜电极与钢板,磨损很快;二是由于钢板表面平整度和边缘直线度的影响,焊的电流性较差,焊缝内外毛刺较高,在焊接高精度和薄壁管时一般不采用。感应焊是以一匝或多匝的感应圈套在被焊的钢管外,多匝的效果好于单匝,但是多匝感应圈制作安装较为困难。 感应圈与钢管表面间距小时效率较高,但容易造成感应圈与管材之间的放电,一般要保持感应圈离钢管表面有5~8mm的空隙为宜。采用感应焊时,由于感应圈不与钢板,所以不存在磨损,其感应电流较为,保证了焊接时的性,焊接时钢管的表面质量好,焊缝平整,在生产如API等高精度管子时,基本上都采用感应焊的形式。 下山成型法焊管设备下山成型可明显的边缘延伸.加大管坯中部延伸成型操作时,加大开口孔型的压下量,使上下辊之间的辊缝略小于管坯厚度,,既管坯中部受到微量压延,使中部产生稍大的延伸,以边缘的相对延伸量.中部延伸若大于边缘延伸,则出口处出现向上汀? 下山成型法焊管设备下山成型可明显的边缘延伸.加大管坯中部延伸成型操作时,加大开口孔型的压下量,使上下辊之间的辊缝略小于管坯厚度,,既管坯中部受到微量压延,使中部产生稍大的延伸,以边缘的相对延伸量.中部延伸若大于边缘延伸,则出口处出现向上汀?

