

钢兴钢管 有限公司拥有一支技术过硬,作风优良的生产销售【广东中山大口径钢管】团队! 公司的发展战略目标:实事求是、脚踏实地、开拓创新、诚信服务于国内外客户、发展具有特色的【广东中山大口径钢管】行业共赢之路! 为了更好地迎接未来的机遇与挑战,公司诚邀有志之士加盟,在公司发展壮大的过程中,体现人生价值,实现个人梦想。


石油专用管的用途和类别
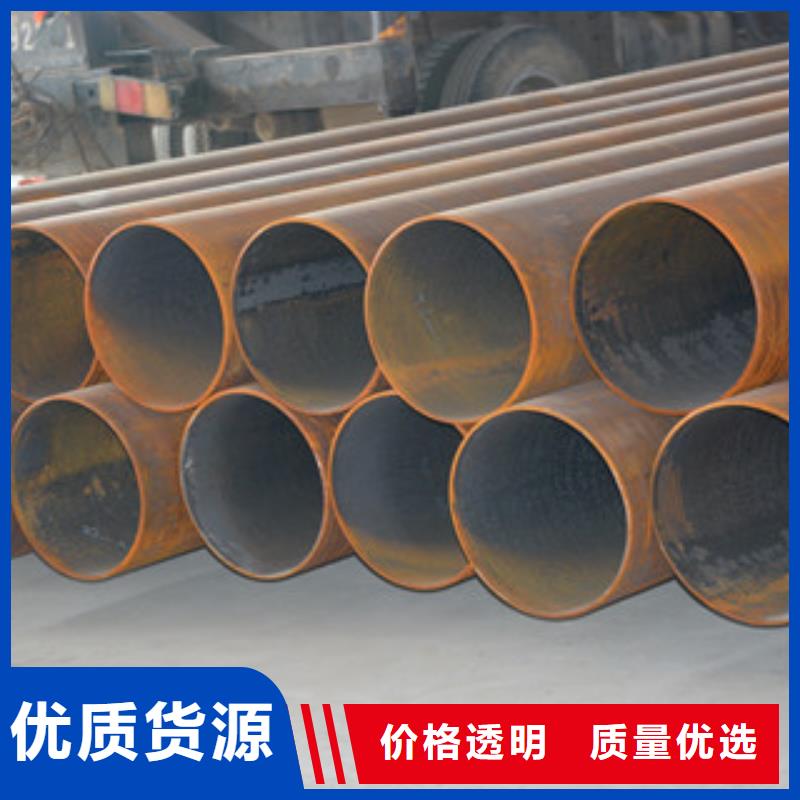
石油专用管主要用于油、气井的钻探及油、气的输送。它包括石油钻管、石油套管、抽油管。石油钻管主要用于连接钻铤和钻头并传递钻井动力。石油套管主要用于钻井过程中和完井后对井壁的支撑,以保证钻井过程的进行和完井后整个油井的正常运行。抽油管主要将油井底部的油、气输送到地面。
石油套管是维持油井运行的生命线。由于地质条件不同,井下受力状态复杂,拉、压、弯、扭应力综合作用作用于管体,这对套管本身的质量提出了较高的要求。一旦套管本身由于某种原因而损坏,可能导致整口井的减产,甚至报废。
按钢材本身的强度套管可分为不同钢级,即J55、K55、N80、L80、C90、T95、P110、Q125、V150等。井况、井深不同,采用的钢级也不同。在腐蚀环境下还要求套管本身具有抗腐蚀性能。在地质条件复杂的地方还要求套管具有抗挤毁性能。



钢管壁厚的控制是钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢, 升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。
7、轧机芯棒
芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的壁厚精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。
9、完善工艺
完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。



如何避免无缝管出现质量问题?
现在生产的无缝管多是采用的热轧技术,因为温度高,因此变形抗力比较小,一般都是用钢板来完成整改轧制过程,在这个操作过程中,还需要考虑到的是钢板的具体厚度,如果是对于精度要求相对比较低的,则不会出现板形的问题,主要是以控制为主,也就是说,在温度控制的方面,也同时是一个必须要考虑到的问题,可以说,这个部分的考虑也同样是很重要的。
市场中对于无缝管都有鲜明的质量要求,特别是对不同合金元素的要求是不能马虎的,其中的有害元素必须要进行严格的控制,也需要考虑到管道材料在生产完成之后的危险性和缺陷问题,比如可能会产生的裂纹、内折、外折、轧破、离层、结疤、拉凹等等问题,这些也都必须控制在约定的范围之内,避免出现质量问题。



如何辨别无缝钢管正常浮锈与生锈?
无缝钢管是通过钢厂管坯锯段,再在环形炉加热-穿孔-定径-校直-冷却-剧头-打包成为合格的成品,一般在送到使用方手里生产车间 是放不下这么多现货的,这就需要经销商放置一些现货,不过经销商一般没有大型的室内库,有的话也是成本太高,不合算。大多数都是室外仓库,无缝钢管在室外放着就免不了风催日晒。
所谓浮锈顾名思义就是浮到无缝钢管上面的一层锈,用毛巾或者其他的东西一抹就可以去掉的,简单的说浮锈也算是没锈,属于正常状态。无缝钢管的生锈是年数久远,至少在1年以上在室外经过风催日晒的无缝钢管,生锈的无缝钢管上面有大大小小的麻坑,这也是无缝钢管浮锈与生锈的 区别。