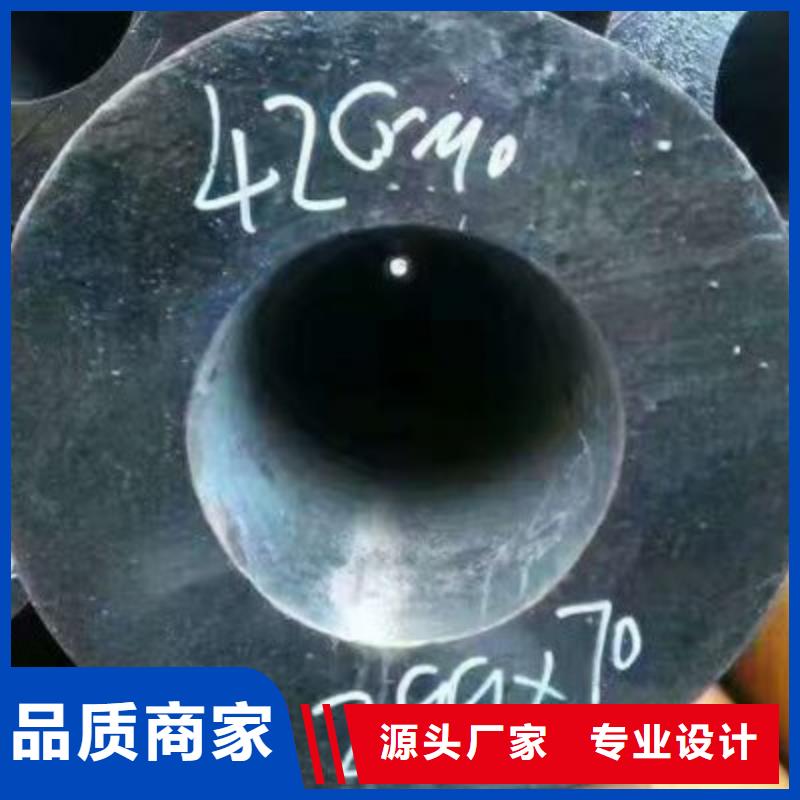







镇江冲压片的详细介绍
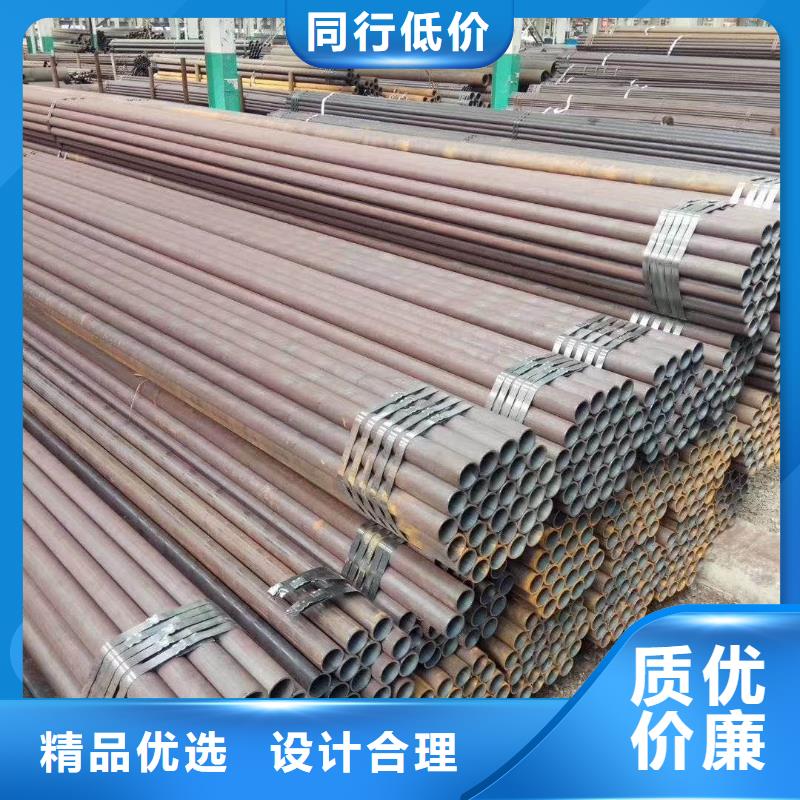
保质保量量大价优

鑫森通达无缝钢管有限公司专业从事 江苏镇江冲压片等产品开发制造、销售。多年来积累了丰富的行业经验和资源,凭借专业的开发制造能力、高素质的安装队伍,优质的供应链以及的业务运作团队, 多样风格,系列齐全,成为 江苏镇江冲压片领域的知名品牌,为 江苏镇江冲压片行业的发展壮大贡献了力量,并积j i引领行业的变革及发展。现在,我司正在积j i自身实力,以双赢合作,稳固灵活的方式拓展更广泛更深入的战略伙伴合作关系。

鑫森通达无缝钢管有限公司
从事镇江冲压片行业多年品质值得信赖


合金管的焊接工艺:焊前加热,焊后淬火、回火
1、预热
合金管电焊前,主要对合金管进行加热,控制温度30分钟后开始焊接。
电焊的加热和虚拟束温回火处理由调温处理的温度控制柜主动操作。采用远红外跟踪热处理炉板。全智能主动设置曲线图并记录曲线图,热阻准确测量温度。加热时热阻测点距离焊缝边缘15mm-20mm。
2、焊接方法
1. 为了防止合金管的焊接变形,每个柱接头由两个人对称焊接,焊接方向从中间向两边。焊接内开放(内开放时焊缝接近梁),实际操作从——层合金管第三层合金管道必须进行小规格,因为其电焊危及焊接变形的主要原因。电焊一至三层后,应进行反刨。碳弧气刨应用后,需要对焊接机械设备进行打磨,对焊接表面进行氮化梳理,显示金属质感,防止表面碳化产生裂纹。外孔焊接一次,其余内孔焊接一次。
2. 电焊=两层合金管时,焊接方向应与层合金管相反,依此类推。每层对接焊缝间隔15-20mm。
3.应保持多台焊机的焊接电流、焊接速度和重叠层数。
4. 在电焊中,必须从引弧板开始焊接,并在引弧板上结束焊接。电焊后切断、打磨、清洁。
3、经调质处理后
焊缝电焊后,应在12小时内进行回火处理。如不能立即对合金管进行调质淬火处理,应听取保温和缓冷的建议。当进行回火处理时,应测量两个热阻的温度,并在焊缝两侧焊接热阻




