


NM400耐磨钢板大量现货充足的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:NM400耐磨钢板大量现货充足的图文介绍

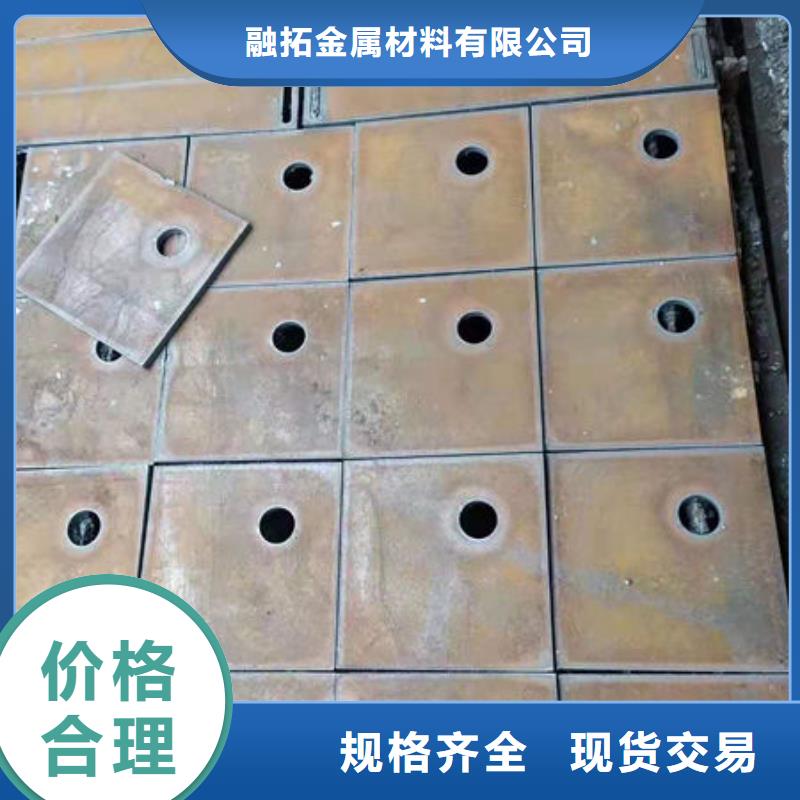
复合耐磨板坚固耐用,绿化效果比较好,在装饰和装修领域发挥着的作用,被现代人广泛使用。同时,它具有耐锈,使构件抗腐蚀延寿、减薄降耗,省工节能等特点。复合耐磨板主要用于铁道、车辆、桥梁、塔架等长期在大气中使用的钢结构。 用于制造集装箱、铁道车辆、石油井架、海港建筑、采油平台及化工石油设备中含腐蚀介质的容器等结构件。复合耐磨板在融入现代冶金新机制、新和新工艺后得以可发展和,属超级钢前沿水平的系列钢种之一。 耐候钢由普碳钢添加少量铜、镍等耐腐蚀元素而成,具有优质钢的强韧、塑延、成型、、磨蚀、高温、疲劳等特性;耐候性为普碳钢的2~8倍,涂装性为普碳钢的5~10倍,能减薄使用、使用或简化涂装使用。该钢种具有耐锈,使构件抗腐蚀延寿、减薄降耗,省工节能的特性,使构件制造者、使用者受益。 我们做一块双金属耐磨板的时候都要进行相关的热处理,预热之后在进行锻造和加工,加工的工艺和用途也是比较好的。那么在双金属耐磨板进行热处理的时候温度确实是一个活,温度要适当的进行把控,那么温度怎么进行控制比较好呢双金属耐磨板加热温度810-830℃,保温时间依据装炉方式定。


埋弧焊接双金属耐磨板的缺陷及产生的原因:点:表面不均匀双金属耐磨板在做埋弧焊接当中,首先会出现的是宽度的不均匀,这种现象出现的原因一般都是在操作焊接当中速度上没有跟上,其次在做焊接当中,送丝的速度。 第二点:焊接余度大再有就是余度大,这种余度大产生的原因是在焊接当中电流过大或者电压低的原因,再有就是在焊接当中倾角度比较大,在运用焊丝焊接当中位置的不当,这种缺陷处理的办法,首先在焊接当中要调节焊接电流和电压,同时还要调节好位置和倾角。 第三点:焊接累积对于焊瘤这种缺陷,其实产生的终原因是在焊接双金属耐磨板当中焊接的速度很快,而且在焊接的角度上压力过大,同时在焊接的位置上处理不当造成的,而这种处理办法,一般还是要先调节好电压和焊接的速度,同时要注意焊接所出丝的速度。 第四点:焊接气孔在焊接当中出现气孔,对于埋弧焊也是常有的事情,那么双金属耐磨板的表面出现气孔的真正原因是,在焊接街头的表面灰尘较大,在处理焊丝当中没有用的焊丝,电压电弧过高的现象,运用第三方辅助焊。



融拓金属材料有限公司拥有完善、配套的生产设备,经验丰富的专业技术人才和生产操作规程,形成了自主设计、不断创新,规模生产的现代企业科技平台,企业生产经营的 河南郑州合金圆钢产品,严格按照标准及行业标准生产,产品经相关省市质量监督检验院检测,各项指标均为合格。
融拓金属材料有限公司以”品种齐全,价格优惠,诚信经营,服务至上,质量保证”的生产经营理念,竭诚为广大客户服务。


利用金相、透射电子显微镜研究了不同回火温度对复合耐磨板的显微组织与力学性能的影响,研究了氢在耐磨板中的扩散行为,用电子探针分析了热变形复合耐磨板微观组织中的碳浓度分布,同时结合慢应变速率拉伸实验研究了复合耐磨板的氢脆性。 复合耐磨板回火后组织变化明显,碳含量较高和晶粒显著细化作用使抗拉强度从1300MPa级到了1500MPa级,形变诱导铁索体晶粒中的碳含量明显过饱和。当扩散反应达到平衡态时,原子位移平均平方代换与反应时间成线性关系,随着焊后冷速的降低,冷却过程中逸出的氢增多。 通过试样充氢后放置试验,发现扩散氢量不受焊道数量的影响,在100~200℃保温时,复合耐磨板中逸出氢的总量变化不大,但逸出时间随温度的升高而明显缩短。在形变诱导铁素体相变过程中,碳没有发生明显的从铁素体向奥氏体扩散,当温度低于580℃热压退火处理时,扩散层厚度随Si含量的增加先急剧减小然后增大,其氢脆性也明显增加。 从热力学的角度分析,在高于奥氏体-铁素体平衡转变温度Ae3变形,在复合耐磨板基体晶界上严重偏析,生成Al-Cu相中脆的相(Al2Cu)。原子在x与y矢量方向扩散速度相近,且远大于z方向扩散速率,变形存储能的作用终降低了体系相变后的自由能,当温度高于580℃时,扩散层的厚度随Si含量的增加而增加。



