



不锈钢护栏不锈钢桥梁护栏现货齐全售后无忧产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:不锈钢护栏不锈钢桥梁护栏现货齐全售后无忧的图文介绍
在 河南郑州桥梁防撞护栏产业蓬勃发展的今天,金悦源金属材料有限公司“以科学的管理模式,雄厚的技术力量,完善的服务体系”对客户永不变的承诺,一定会在新世纪,“锐不可当,扬帆远航”,我们愿与您共同携手,互惠互利,共创辉煌!


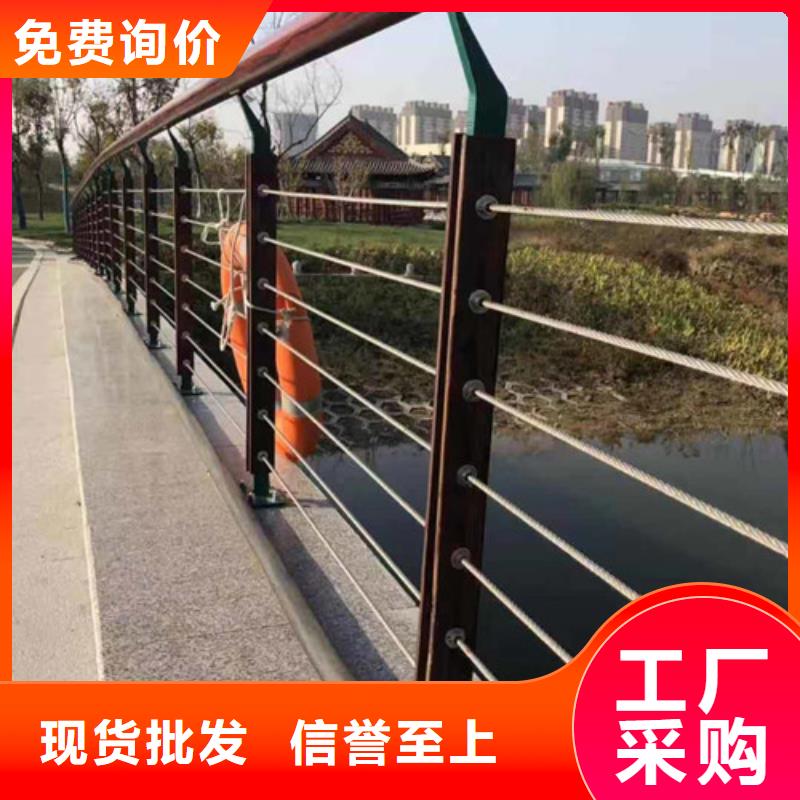
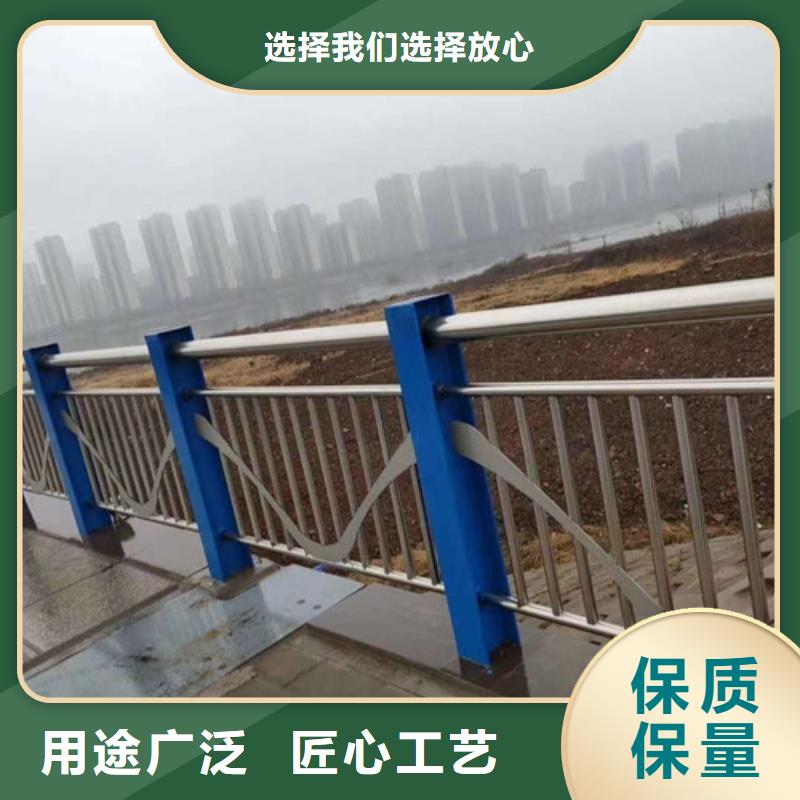
下面为大介绍一下不锈钢复合管护栏的良能:制作安装简便快捷,采用的插扣式连接,大大安装效率。品种规格繁多,多种造型任你选择,兼具风格和当今流行时尚,尽显高贵与现代美感。、环保,对人(畜)无害,即使无意触及护栏也不会像钢,铁护栏那样伤人。 护栏具有足够的强度和抗冲击性能。采用特种喷涂或氧化,抗紫外线、不退色、不发黄、不脱皮、不开裂、不起泡、不虫蛀,不锈钢复合管护栏使用寿命可达60年以上。以上介绍的是不锈钢复合管护栏的良能,希望大家有所了解,更多信息请登录。 下面为大介绍一下不锈钢复合管护栏的消息:制作安装简便快捷,采用的插扣式连接,大大安装效率。品种规格繁多,多种造型任你选择,兼具风格和当今流行时尚,尽显高贵与现代美感。、环保,对人(畜)无害,即使无意触及护栏也不会像钢,铁护栏那样伤人。 护栏具有足够的强度和抗冲击性能。采用特种喷涂或氧化,抗紫外线、不退色、不发黄、不脱皮、不开裂、不起泡、不虫蛀,不锈钢复合管护栏使用寿命可达60年以上。以上介绍的是不锈钢复合管护栏的消息,希望大家有所了解,更多信息请登录。



与景观相协调,形式美。防腐处理:经除锈、打磨、钝化、涂塑,硫化等工艺后,采用镀塑处理,色彩为果绿色,镀层厚度为0.5~0.6mm,镀粉采用抗老化性能较佳的进口耐候性粉料,镀层必须颜色一致,表面光滑,不允许有流挂、滴瘤或多余结块。 镀件表面应无漏镀、露铁等缺陷。隔离栏用途:主要用于高速公路、铁路、机场、港口、码头、市政建设及养殖业等,主要作用于隔离及防护。结构:用高强度冷拔低碳钢丝焊接后在经过液压成型,用连接附件与钢管支柱固定。 本产品是专为机场设计的新型围界产品,采用高强度低碳钢丝焊接,立柱为矩形钢及高强度圆管,顶部加焊V型支架,的抗冲击力,顶部在增加刀片刺丝后又很好的增强了防护性能,大型机场已广泛采用此?。 特点:强度高、钢性好、造型美观、视野宽广,安装简便,感觉明亮、轻松。(三)结构:面一体,用连接附件与钢管支柱固定。特点:强度高、钢性好、造型美观、视野宽广,安装简便,感觉明亮、轻松。CC采用后与C型柱钢柱用连接螺栓成型,面平、紧等特点。



国内灯光栏杆市场稳中下行。周一开市,国内灯光栏杆市场表现较为略显弱势,周末唐山地区方坯价格下跌,使得今日各品种钢材价格普遍跟跌。铁矿石市场略显偏弱运行,大部分买方压低售价,且钢铁企业也多按需采购,买卖双方对市场看法产生分歧,难以达成统一的成交价格。灯光栏杆主力合约低位震荡影响,进口矿现货市场成交活跃度有所降低,加上河北地区烧结限产,铁矿石整体消耗量小幅下降,港口疏港量至高位水平。据了解,历年两会前后一周内钢厂高炉开工率走低,价格或大概率呈现下行趋势。综合以上因素分析,预计短期国内灯光栏杆市场多以弱势调整为主。 灯光桥梁栏杆现货市场心态转好,市场报价跟涨灯光桥梁栏杆现货市场心态转好,市场报价跟涨,观之本地,由于目前价格仍不稳定,贸易商报价较为纠结,操作谨慎,故早盘郑州中板价格以稳为主。成交方面,受近期市场阴晴不定影响,本地市场心态普遍谨慎观望,加之今日本地亦在雨雪天气名列中,使得中板市场成交状况一般。据了解,今日市场大户成交仅几百吨,小户则更少。库存方面,由于本地灯光桥梁栏杆库存较上周有所减少,故出货压力尚可。综合来看,明日本地灯光桥梁栏杆价格或盘整运行。 桥梁灯光护栏市场维稳情绪渐浓,加之今日外围桥梁灯光护栏价格超低反弹100元,桥梁灯光护栏成交向好影响,下午本地桥梁灯光护栏价格二次调价再次上涨20元。明日而言,鉴于贸易商心态有一定回缓,且环保柔性渐起,利空仍存,而贸易商操作仍偏谨慎,因此预计明日本地桥梁灯光护栏价格或有可能持稳运行。 今日灯光护栏价格暴跌,今早开盘,再次走低,原材料暴跌,出货较差,议价销售行为较为明显。走低直接影响着市场心态,据贸易商反应,目前市场恐慌情绪开始蔓延,贸易商为了清空库存,低价资源频现,随着天气逐渐转冷,需求也随之走弱,市场没有利好的冲击。



内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。