
产品详细介绍
以下是:【滚压管航磨管产品优良】的产品参数
导读 【滚压管航磨管产品优良】_安达液压机械有限公司,固定电话:17706353138,移动电话:17706353138,联系人:高经理,QQ:3573482096,聊城辽河路燕山路交叉口南500米东首发货到广东省 湛江市 赤坎区、霞山区、坡头区、麻章区、遂溪县、徐闻县、廉江市、雷州市、吴川市 发货到 广东省湛江市。 广东省,湛江市 民国三十四年(1945年)9月,设市级建置,定名湛江市。历史上曾属椹川县,境内曾设椹川巡检司。1983年9月,实行地市合并、市领县体制,湛江市为省直辖的地级市。湛江地处粤、琼、桂三省(区)交汇处,是中国西南各省通往国外的主要出海口,亦是中国大陆通往东南亚、非洲、欧洲和大洋洲海上航程短的重要口岸。湛江徐闻古港是汉代海上丝绸之路早始发港。
想要更深入地了解我们的【滚压管航磨管产品优良】产品?那么请观看我们制作的视频,它比任何文字描述都更具体、更生动。
以下是:【滚压管航磨管产品优良】的图文介绍

安达液压机械有限公司位于辽河路燕山路交叉口南500米东首,交通j i为便利。公司常年致力于 广东湛江珩磨管加工厂的研发和生产,拥有雄厚的专业技术力量。 公司专营 广东湛江珩磨管加工厂系列产品,公司一贯信奉合作来源于诚信,品质来源于实现的行为准侧,致力于互利互惠,资源共享的双赢模式,竭诚欢迎垂询洽谈。


广东湛江珩磨管油缸管绗磨管很多钢管的偏心都是这个时候产生的,所以严格控制这穿孔环节 十分重要。精轧钢管 冷拔钢管 由于穿孔的原因 也会产生偏心问题:任何破坏由轧辊、顶头、导板三者形成的变形区几何形状正确性的因素,都将使毛管壁厚不均加剧。(1)顶头。①顶头的形状设计,理想的顶头辗轧锥应与轧辊出口锥平行,如果按照传统的马特维也夫公式设计顶头,其顶头的辗轧锥与轧辊的出口锥是不平行的,金属在这样一个逐渐扩大的间隙内变形,势必造成管壁辗轧不充分而导致毛管壁厚不均,而且,随送进角的增大毛管壁厚不均更加严重;②由于顶杆的刚度不够,在穿孔过程中产生弯曲,使顶头不能保持对中位置,从而使穿出的毛管壁厚不均;(2)导板。①导板距过大,在穿孔过程中是依靠导板的限制作用来保持穿孔中心线的,导板距大,顶头在上下位置变化大,使顶头不稳定,导致毛管壁厚不均。②上、下导板的不均匀磨损也会加剧壁厚不均程度。(3)轧辊。
①轧辊中心线偏斜:在生产过程中,由于穿孔机两侧压下螺丝安装不正确,或由于螺纹和轴承磨损而使两辊间轴向发生水平偏斜,两个轧辊的送进角不一致使变形区发生畸变而导致壁厚不均。
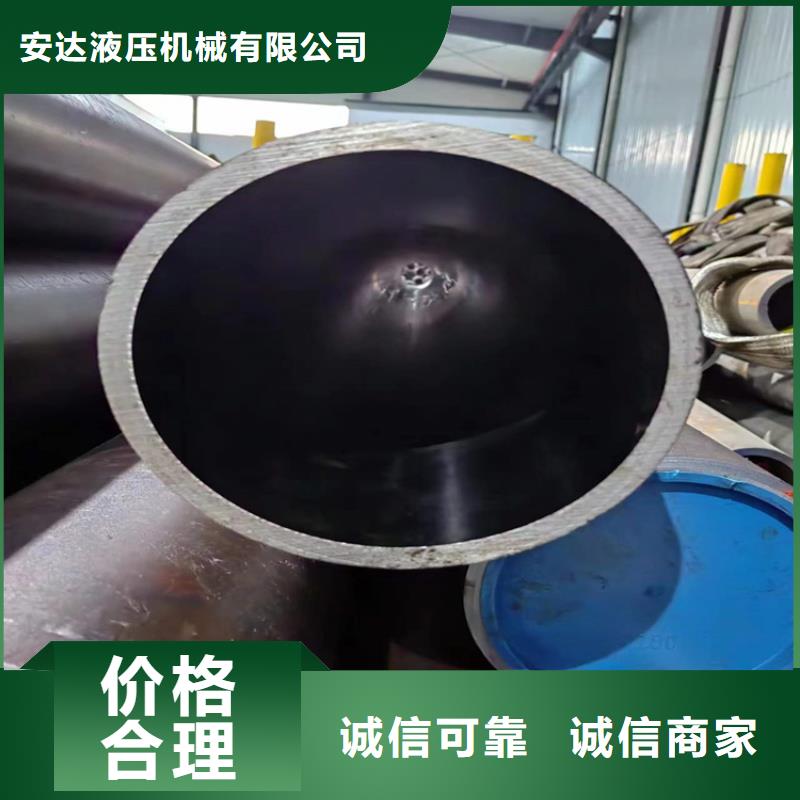
滚压管

安达液压机械有限公司



广东湛江珩磨管油缸管绗磨管 珩磨管淬火开裂与工件的形状有密切的关系,钢件形状影响珩磨管淬火应力的大小和分布。工件上的缺口、尖角、沟槽、孔穴及断面急剧变化的部位都是珩磨管淬火内应力集中处,是断裂的危险部位。 加热不当 工件在热处理时的加热温度、保温时间和加热设备(炉内气氛)等均能成为珩磨管淬火裂纹的诱因。珩磨管淬火加热温度愈高,淬裂倾向愈大。珩磨管淬火温度升高,加热保温时间延长,使奥氏体晶粒长大,则珩磨管淬火马氏体粗化、脆化,断裂强度降低,这是淬裂倾向增大的根本原因。不容易发生淬裂的加热炉是真空炉,其次按电炉、盐浴炉、火焰炉的顺序排列易于产生珩磨管淬火裂纹。重油炉、燃煤炉等火焰炉是容易发生淬裂的炉型。滚压管

总结 在广东省湛江市采购【滚压管航磨管产品优良】请认准安达液压机械有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:高经理-17706353138,QQ:3573482096,地址:辽河路燕山路交叉口南500米东首)。