


联系我们

当前位置:
聊城 鑫邦源特钢有限公司 >
湛江当地行业新闻
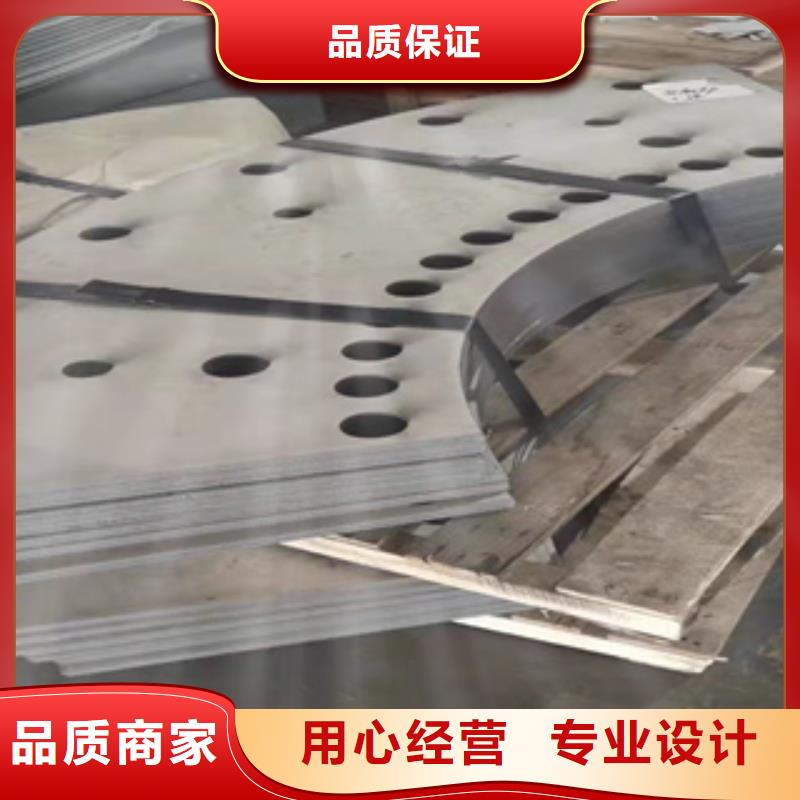
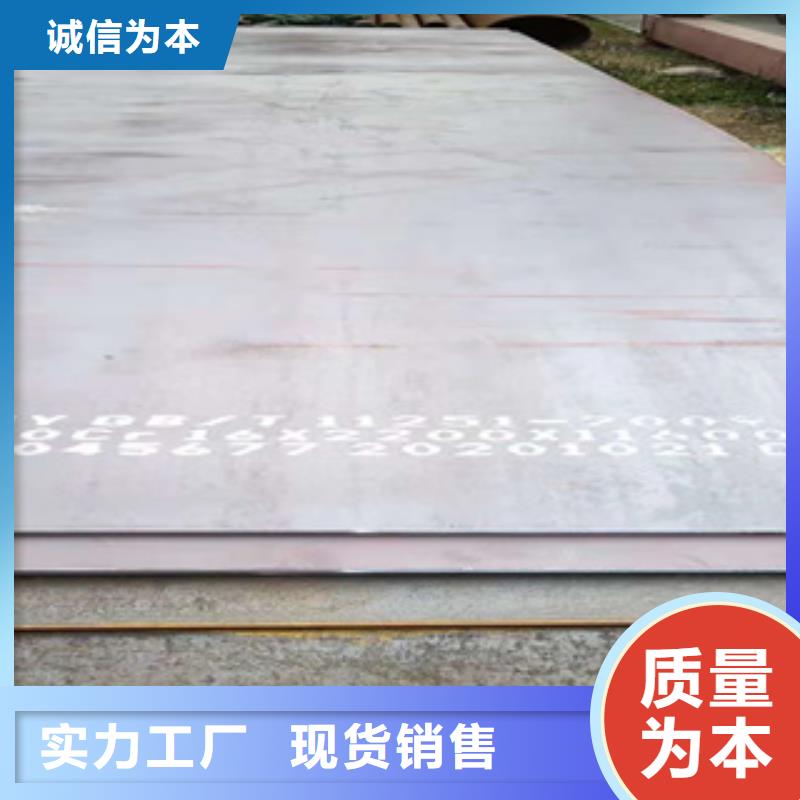
65Mn钢板尺寸规格
更新时间:2024-11-02 06:26:24 浏览次数:3 公司名称:聊城 鑫邦源特钢有限公司
以下是:65Mn钢板尺寸规格的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电联/吨 |
| 发货期限 | 1-3天 |
| 供货总量 | 9999 |
| 运费说明 | 电联 |
| 是否厂家 | 鑫邦源 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
| 产地 | 山东 |
| 品牌 | 鑫邦源 |
| 材质 | NM400 NM450 NM500 NM360 MN13 |
以下是:65Mn钢板尺寸规格的图文视频




65Mn钢板尺寸规格,鑫邦源特钢有限公司专业从事65Mn钢板尺寸规格,联系人:颜经理,电话:15275839870、15963170288,QQ:1143544302,发货地:聊城经济开发区钢管城2排5号发货到广东省 湛江市 赤坎区、霞山区、坡头区、麻章区、遂溪县、徐闻县、廉江市、雷州市、吴川市,以下是65Mn钢板尺寸规格的详细页面。 广东省,湛江市 民国三十四年(1945年)9月,设市级建置,定名湛江市。历史上曾属椹川县,境内曾设椹川巡检司。1983年9月,实行地市合并、市领县体制,湛江市为省直辖的地级市。湛江地处粤、琼、桂三省(区)交汇处,是中国西南各省通往国外的主要出海口,亦是中国大陆通往东南亚、非洲、欧洲和大洋洲海上航程短的重要口岸。湛江徐闻古港是汉代海上丝绸之路早始发港。
我们的65Mn钢板尺寸规格视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
以下是:65Mn钢板尺寸规格的图文介绍

鑫邦源特钢有限公司以“唯有进步、永不止步”为公司宗旨,遵循“科学管理、品质至上、优质服务、信誉”的方针,不断提供 广东湛江合金钢管产品质量和完善服务,率经营管理,为客户提供优质的 广东湛江合金钢管产品和满意的服务。


复合耐磨板是一种用薄钢带卷成圆形钢板或异形截面钢板,并在其中填满一定成分的药粉,或在焊接钢板或无缝钢板中填满药粉,经拉拔制成的一种焊丝。复合耐磨板的电弧焊是利用连续送进的、可熔化的耐磨板与焊件之间的电弧所产生的高温,进行焊接的熔焊方法之一。 耐磨板电弧焊的电弧特性,基本上与熔化极气体保护焊相同;其熔滴过渡形式亦可为过渡、滴状过渡或纯短路过渡。耐磨板气体保护电弧焊复合耐磨板气体保护电弧焊与通常的熔化极气体保护焊的主要区别就在于耐磨板上,它除了采用辅助的外加保护气体以外,还有耐磨板熔化时产生的气体和熔渣的保护。 两种工艺所需的设备,包括焊在内,基本上是相同的。自保护耐磨板电弧焊这种方法与上述的复合耐磨板气体保护电弧焊的区别,主要是不用外加的辅助保护气体,依靠药芯熔化时产生的气体和熔渣保护熔滴和熔池。因此,这种方法称为自保护耐磨板电弧焊,所使用的焊丝称为自保护耐磨板。 自保护与辅助气体保护方法的区别还在于焊的形式和焊丝伸出长度。自保护方法中的焊丝伸出长度较长,有利于较高的熔敷速度,这是因为焊丝伸出部分较长而被电流预热得更好。自保护焊的焊,也可以与通常的熔化极气体保护焊焊相同,只是不通保护气而已目前国内多采用此种方式,因其方便而易行。



随着焊速的,熔深和熔宽减小。焊接速度过高有可能产生咬边。焊丝伸出长度:焊丝的伸出长度越长,焊丝的电阻热越大,焊丝的熔化速度越快。焊丝伸出长度一般为13-25mm,视焊丝直径等条件而定。焊丝伸出长度过长,会导致电弧电压下降,熔敷金属过多,焊缝成型不良,熔深小,电弧不;焊丝伸出长度过短,电弧易烧导电嘴,且金属飞溅易塞喷嘴。 焊丝位置:焊丝轴线相对于焊缝中心线的角度和位置会影响焊道的形状和熔深。当其他条件不变,焊丝由垂直位置变为后向焊法时,熔深增加,而焊道变窄且余高增大,电弧,飞溅小。焊接位置:射流过渡可适用于平焊、立焊、仰焊位置。 平焊时,耐磨衬板相对于水平面的斜度对焊缝成型、熔深和焊接速度有影响。若采用下坡焊,焊缝余高减小,熔深减小,焊接速度可以,有利于焊接薄的耐磨衬板;若采用上坡焊,重力使焊接金属后流,熔深和余高增加,而熔宽减小。 短路过渡焊接可用于薄耐磨衬板的平焊和全位置焊。气体流量:保护气体从喷嘴可有两种情况,较厚的层流或接近于紊流的较薄层硫。前者有较大的有效保护范围和较好的保护作用。因此,为了得到层流的保护气流,加强保护效果,需采用结构设计合理的焊和合适的气体流量,气体流量过大或过小皆会造成紊流。


65Mn钢板尺寸规格_鑫邦源特钢有限公司,固定电话:15963170288,移动电话:15275839870,联系人:颜经理,QQ:1143544302,经济开发区钢管城2排5号 发货到 广东省湛江市。