




想要更直观地了解七孔梅花管工厂直销源头工厂量大优惠产品的细节和特色?我们为您制作了视频,它将带您进入一个比文字更加鲜活的世界。
以下是:七孔梅花管工厂直销源头工厂量大优惠的图文介绍
b、钻孔进行打压检查,做气密性试验,焊接完好及电熔旁通鞍形管件及(管帽)无泄漏。c、将主管道中的燃气压力降到0.1Mpa以下,应确保施工环境,一切都检查合格后,方能开始钻孔作业。4、电熔封堵鞍形管件用途电熔封堵鞍形管件是可以用于修补聚乙烯管道的一种管件。
7影响电熔管件焊接的质量因素1、电压电流波动对接口质量的影响:对质量合格出厂的电熔管件,其内部预电阻丝的电阻值是恒定。a、不能在大功率机器下,直接接入熔接用电源,共用一条电缆线。b、一般当焊机距电源在50米内使用2.5mm2的输入电缆。
当焊机距电源50-100米时需选用4mm2的输入电缆线,当焊机距电源100米时需加粗输入电缆线或配接发电机,禁止电缆线盘绕使用。2.、环境温度对接口的质量影响电熔管件出厂标准,熔接时间参数一般都是按20C的环境温度为设计标准。
如果熔接过程中环境温度不同则意味着管件在熔接过程中热传导条件发生改变,直接影响熔接质量。3、不良操作对接口质量的影响a、管材连接端口未进行刮削处理或处理得不完正,管材端口未倒角或有碎屑。b、定位不正确,管材插入深度不够,管材、管件不在同一轴线上,有外应力。
7影响电熔管件焊接的质量因素1、电压电流波动对接口质量的影响:对质量合格出厂的电熔管件,其内部预电阻丝的电阻值是恒定。a、不能在大功率机器下,直接接入熔接用电源,共用一条电缆线。b、一般当焊机距电源在50米内使用2.5mm2的输入电缆。
当焊机距电源50-100米时需选用4mm2的输入电缆线,当焊机距电源100米时需加粗输入电缆线或配接发电机,禁止电缆线盘绕使用。2.、环境温度对接口的质量影响电熔管件出厂标准,熔接时间参数一般都是按20C的环境温度为设计标准。
如果熔接过程中环境温度不同则意味着管件在熔接过程中热传导条件发生改变,直接影响熔接质量。3、不良操作对接口质量的影响a、管材连接端口未进行刮削处理或处理得不完正,管材端口未倒角或有碎屑。b、定位不正确,管材插入深度不够,管材、管件不在同一轴线上,有外应力。



热熔承插连接时,加热温度不能过高、过长,温度控制在210±10℃,不然会造成配件内挤出的熔浆过多,通水内径;承插时管件或管材接口处应清洁干净,不然会造成承插口脱开漏水;同时,要注意控制好管件的角度和方向,避免造成返工。
5、热熔对接连接时,要求电压在200~220V之间,如果电压过高,会造成加热板温度过高,电压过低,则对接机不能正常工作;对接时应保持对接口对齐,不然会造成对接面积不够要求、焊口强度不够,以及卷边不对成;加热板加?。
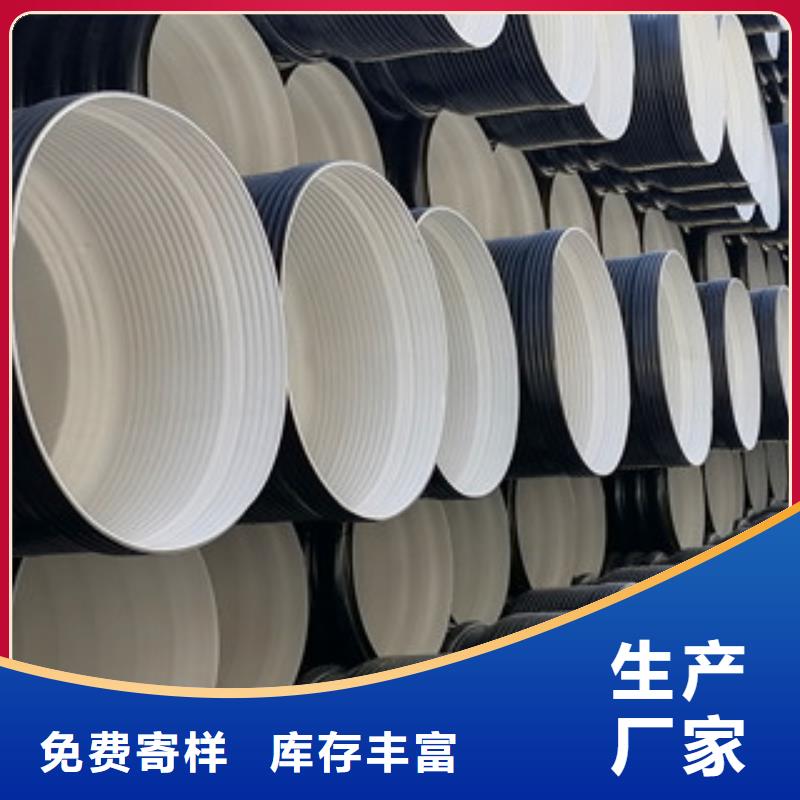
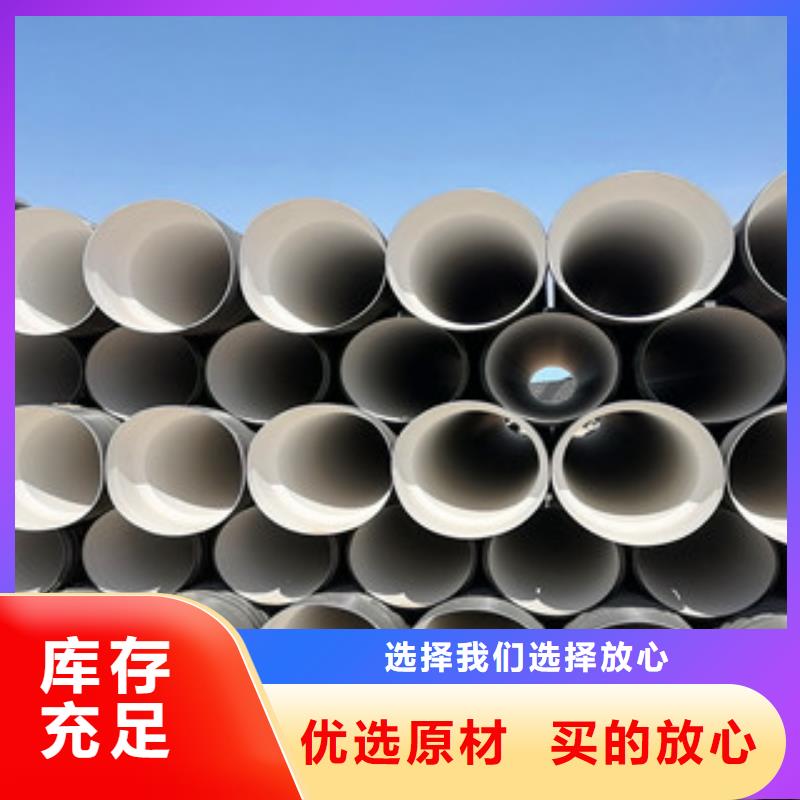
HDPE双壁波纹管详细介绍一、简称:高密度聚(HDPE)双壁波纹管,简称PE波纹管历史回顾:HDPE双壁波纹管是一种具有环状结构外壁和平滑内壁的新型管材,80年代初在德国首先研制成功。经过十多年的发展和完善,已经由单一的品种发展到完整的产品系列。
5、热熔对接连接时,要求电压在200~220V之间,如果电压过高,会造成加热板温度过高,电压过低,则对接机不能正常工作;对接时应保持对接口对齐,不然会造成对接面积不够要求、焊口强度不够,以及卷边不对成;加热板加?。
HDPE双壁波纹管详细介绍一、简称:高密度聚(HDPE)双壁波纹管,简称PE波纹管历史回顾:HDPE双壁波纹管是一种具有环状结构外壁和平滑内壁的新型管材,80年代初在德国首先研制成功。经过十多年的发展和完善,已经由单一的品种发展到完整的产品系列。



恒塑管道有限责任公司用心选材,整体采用高品质材料。做工精细提高产品质量,注重产品细节的制造。主营产品 河北张家口钢丝网架复合管。我们本着生产优良、经销诚实守信、服务热情周到的服务宗旨和协助伙伴成就事业从而成就自己的事业的立业精神,为客戶提供良好的品质和服务。


