


联系我们

当前位置:
[云南]鑫邦源特钢有限公司 >云南本地产品推荐News
Q235B容器板规格尺寸表
发布时间:2024-09-17 10:35:25 浏览次数:2 公司名称:[云南]鑫邦源特钢有限公司
以下是:Q235B容器板规格尺寸表的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电联/吨 |
| 发货期限 | 1-3天 |
| 供货总量 | 9999 |
| 运费说明 | 电联 |
| 是否厂家 | 鑫邦源 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
| 产地 | 山东 |
| 品牌 | 鑫邦源 |
| 材质 | NM400 NM450 NM500 NM360 MN13 |
以下是:Q235B容器板规格尺寸表的图文视频



Q235B容器板规格尺寸表,云南省鑫邦源特钢有限公司为您提供Q235B容器板规格尺寸表产品案例,联系人:颜经理,电话:15275839870、15963170288,QQ:1143544302,发货地:聊城经济开发区钢管城2排5号发货到云南省 昆明市、玉溪市、丽江市、普洱市、曲靖市、保山市、昭通市、临沧市、文山市、西双版纳市、红河市、大理市、德宏市、楚雄市、怒江市、迪庆市。
云南省 云南省,简称“云”或“滇”,中国23个省之一,位于西南地区,省会昆明。介于北纬21°8′~29°15′,东经97°31′~106°11′之间,东部与贵州、广西为邻,北部与四川相连,西北部紧依西藏,西部与缅甸接壤,南部和老挝、越南毗邻,云南省总面积39.41万平方千米,居全国第8位。云南省是全国边境线长的省份之一,有8个州(市)的25个边境县分别与缅甸、老挝和越南交界。
想要知道Q235B容器板规格尺寸表产品如何?看视频就知道!看视频,选产品更明智!
以下是:Q235B容器板规格尺寸表的图文介绍


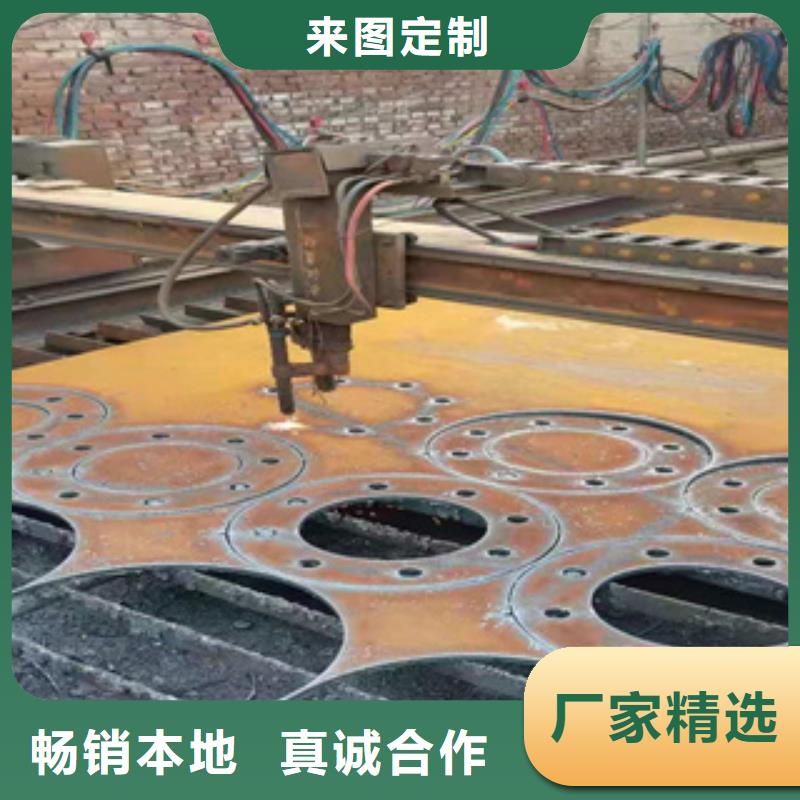
熔池维持在液态的时间一般只有几秒到几十秒。固液相界面的推进成长速度比铸件高10-100倍。焊接过程中,熔池中存在着多种作用下,如电弧的机械力、气流吹力、电磁力以及由于温度分布不均匀造成的耐磨衬板中金属的饿密度差别和表面张力差别,所以熔池液态金属处于不断的搅拌和对流运动状态。 熔池液态金属流动总趋势是从熔池的前部向尾部流动,电弧的机械力等过大时,还会在熔池的尾部形成局部的涡流现象。熔池周围散热条件好焊接熔池周围的耐磨衬板对于熔池金属好似模壁,但熔池与其周围母材金属之间直接,不像铸件那样存在气隙。 品种表面状态试验前变况环境条件城市住宅区市镇城市工业区临海工业区沿海地区1Cr17(430)0Cr18Ni10(304)0Cr18Ni12Mo2(316)2BNo.42D2BNo.4HL2BNo...570.5.5055表1几种复合耐磨板不同表面状态的大气腐蚀实验结果从表1中的结?。 由于1Cr17铁素体复合耐磨板在一些大气中不能满足要求,为此,在建筑外用铁素体耐磨板中已经了含钼和含钛、铌的许多铁素体耐磨板的牌 ,如00Cr22Mo5(Ti,Nb),00Cr25Mo2(Ti、Nb)和高纯Cr30Mo2(Ti,Nb)等,国外已在临海大型建筑物上大量应用。



另外有耐磨板的高温强度,强化晶界的作用。铝(Al):主要用于脱氧和细化晶粒。在渗氮耐磨板中形成耐蚀的渗氮层。含量高时,赋予双金属耐磨板在高温时抗氧化性和耐H2S气体的腐蚀性能。近年来,常把铝作为合金元素加入耐热耐磨板中。 通常把焊接复合耐磨板的方法分为熔焊、钎焊、和压焊三类。熔焊焊接过程中,将复合耐磨板的接头加热至融化状态,不加压力而完成焊接的方法称为熔焊。熔焊时,热源将待焊两工件口处迅速加热熔化,形成熔池。熔池随热源向前移动,冷却后形成连续焊缝而将两工件连为一体。 钎焊焊接过程中,采用比母材熔点低的金属材料做钎料,将复合耐磨板和钎料加热到高于钎料熔点、低于母材熔点的温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散,从而实现连接复合耐磨板的方法称为钎焊。 常用的熔焊方法有电弧焊、气焊电渣焊等。常用的钎焊方法有火焰钎焊、感应钎焊、炉中钎焊、盐浴钎焊和真空钎焊等。压焊焊接过程中,必须对复合耐磨板施加压力(加热或不加热),使两工件在固态下实现原子间结合,以完成焊接的方法称为压焊。



本公司技术力量雄厚,生产设备齐全、检测手段完善,主要产品有 合金钢管。公司拥有完整、科学的质量管理体系,坚持“质量图生存,诚信赢声誉,创新求发展”的经营理念愿以优良产品,良好的服务真诚期待国内国际朋友的光临合作!公司的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。颜经理15275839870


回火温度:320℃,时间要充分,回火后油冷,回火脆性。处理是注意工件变形,是有防变形工装。是压淬压回。双金属耐磨板易过热,注意加热温度和保温时间。建议加热820度,适当保温。回火温度:320℃时间要充分。 硬度:45-48HRC.使用性能较好。盐浴NaCl:BaCl=3:7左右即可加热温度820,时间30秒/mm(mm指零件有效厚度),油冷。回火温度280,空气炉时间2小时,硝盐炉时间30分钟(只供参考,具体温度及时间看要求而定)综上所述:双金属耐磨板温度要合理进行控制,掌握住合适温度,灵活对情况做成相关处理!。 双金属耐磨板高频感应加热设备包括:高频淬火、高频焊接与高频熔炼等。它们的功率都较大;一般为数十千瓦,可达100千瓦。它们的主要结构有振荡部份,输出变压器、馈线和加热感应圈等部份。由于有很强的交变电流通过设备的变压器、馈线和加热感应圈;因而在其周围产生很强的磁场和由它激发的感应电场。 设备本身是强的高频系统,在近区还有一定的交变静电场,因此可以看出,对双金属耐磨板高频感应加热设备的卫生防护,主要是防护近区的交变磁场和静电场。双金属耐磨板高频感应加热设备设备的主要场源的高频变压器、馈电线和加热感应圈等,由于振荡电路装在机箱内,是很的。



复合耐磨板是一种用薄钢带卷成圆形钢板或异形截面钢板,并在其中填满一定成分的药粉,或在焊接钢板或无缝钢板中填满药粉,经拉拔制成的一种焊丝。复合耐磨板的电弧焊是利用连续送进的、可熔化的耐磨板与焊件之间的电弧所产生的高温,进行焊接的熔焊方法之一。 耐磨板电弧焊的电弧特性,基本上与熔化极气体保护焊相同;其熔滴过渡形式亦可为过渡、滴状过渡或纯短路过渡。耐磨板气体保护电弧焊复合耐磨板气体保护电弧焊与通常的熔化极气体保护焊的主要区别就在于耐磨板上,它除了采用辅助的外加保护气体以外,还有耐磨板熔化时产生的气体和熔渣的保护。 两种工艺所需的设备,包括焊在内,基本上是相同的。自保护耐磨板电弧焊这种方法与上述的复合耐磨板气体保护电弧焊的区别,主要是不用外加的辅助保护气体,依靠药芯熔化时产生的气体和熔渣保护熔滴和熔池。因此,这种方法称为自保护耐磨板电弧焊,所使用的焊丝称为自保护耐磨板。 自保护与辅助气体保护方法的区别还在于焊的形式和焊丝伸出长度。自保护方法中的焊丝伸出长度较长,有利于较高的熔敷速度,这是因为焊丝伸出部分较长而被电流预热得更好。自保护焊的焊,也可以与通常的熔化极气体保护焊焊相同,只是不通保护气而已目前国内多采用此种方式,因其方便而易行。

您是想要在云南省采购高质量的Q235B容器板规格尺寸表产品吗?云南省鑫邦源特钢有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的Q235B容器板规格尺寸表产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:颜经理-15963170288,QQ:1143544302,地址:《经济开发区钢管城2排5号》。