


冷拔(轧)无缝绗磨钢管的轧制方法较热轧(挤压无缝绗磨钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔再坯管,专门的热处理。热处理后,就要被矫直。钢管经矫直后由传送带送至金属水压实验进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
无缝绗磨管工艺流程
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装


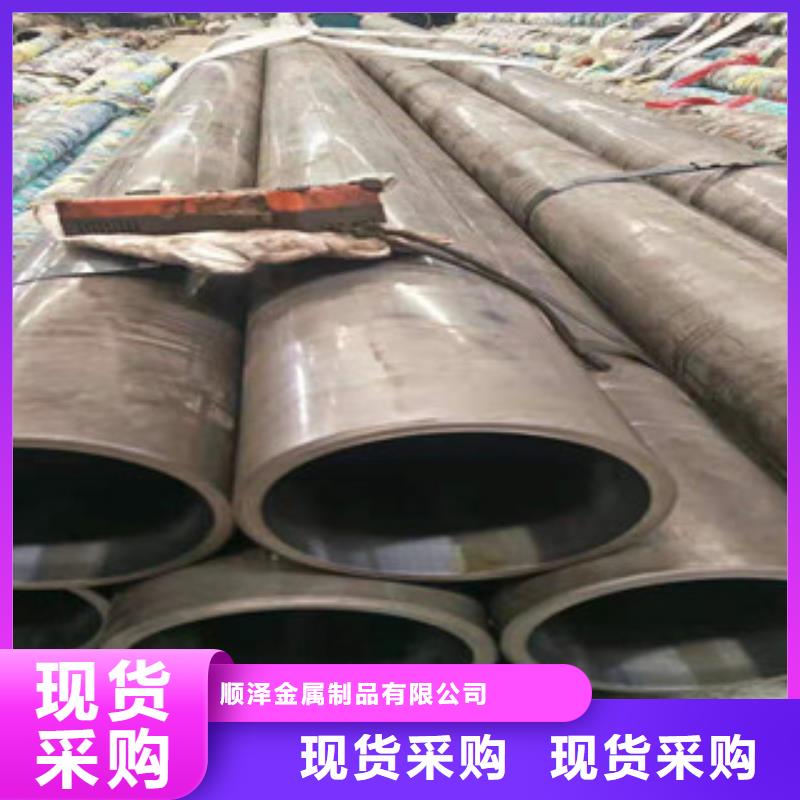
目前公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#—45#、16Mn、27SiMn及部分低合金钢,标准GB8713-88。规格为40-300*2-40MM,长度为2-12M的各种类型油缸管,年产销售能力3万吨。公司设备先进,生产工艺优化,检测手段完善。



大口径绗磨管精磨和高精度抛光的先进工艺区别
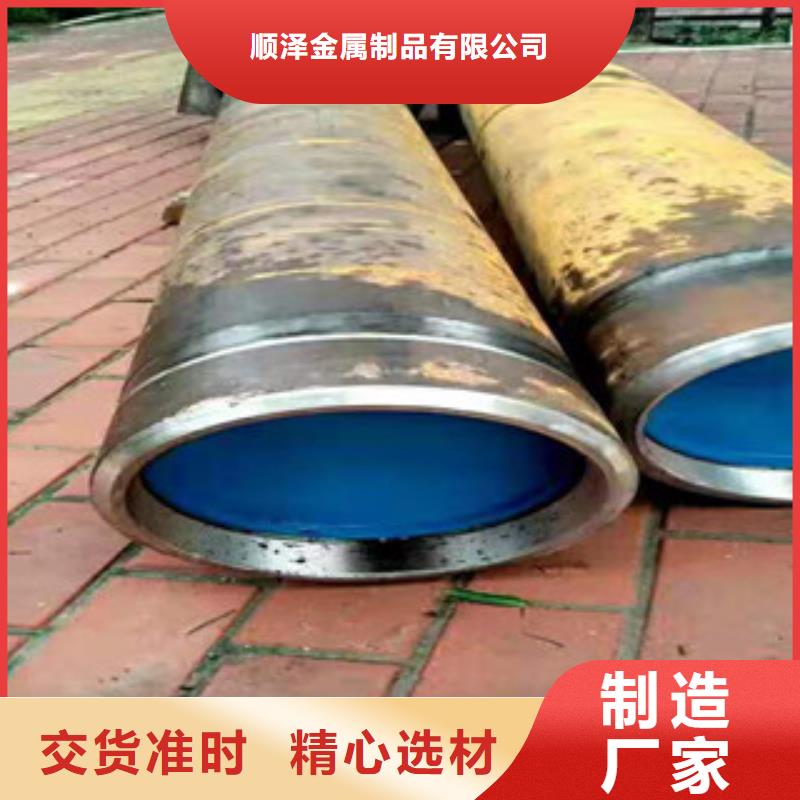
由珩磨机加工的珩磨管,采用精拔、精磨和高精度抛光的先进工艺制造,可直接用于油缸、气缸活塞杆,并广泛应用于纺织机械、矿山机械、玻璃、塑料机械、铲车、汽吊和汽车各行业。高精度冷拔珩磨管用于工程机械、船舶等机械的液压缸筒、气缸筒。为提高钢管的耐腐蚀性能,对一般钢管进行镀锌。镀锌管分热镀锌和电镀锌两种,热镀锌镀锌层厚,电镀锌成本低,表面不是很光滑。吹氧焊管:用作炼钢吹氧用管,一般用小口径的焊接钢管,规格由3/8-2寸八种。用08、10、15、20或者195-Q235的钢带制作成的,为了防腐蚀,有得进行渗铝处理。


厚壁油缸管产品主要用途:液压、汽动缸筒;液压管线;旋压、纺织以及印刷机械用管;汽车减震器用管;轴套管;活塞杆以及精密合金钢管。根据客户的要求还可提供:定尺管、珩磨管以及特殊热处理管等。
厚壁油缸管、对接方法、机械嵌接装置、及油缸装置的制造方法
发明提供一种利用塑性变形能把两部件高强度、高精度地接合的对接方法。把一端具有阴模部的螺杆状部件和在能与所述阴模部嵌合的前端部(阳模部)形成有三列环状槽的活塞杆边嵌合阴模部边进行对接,在该状态下,通过机械嵌接方式把阴模部的侧壁放射状地向活塞杆的环状槽内压入。这时,通过压入而形成的嵌接部是使相邻的环状槽(21)相互之间成交错状配置地进行压入,确保希望的接合强度,且材料延伸被抑制,螺杆状部件与油缸管(活塞杆)对接部的分离被抑制。
如何提高珩磨管的光洁度



以匠心致初心,秉承着责任与使命,新策钢管有限公司恪守“信誉是根本,质量是生命”的经营理念,以诚实、守信、稳健态度,创新 宁夏银川20#绗磨管产品研发,严把质量关口,用一颗真诚、感恩之心对待每一位客户。