



联系我们

当前位置:
芜湖 卓越不锈钢复合管护栏有限公司 >伊犁本地今日新闻
304不锈钢复合管生产销售
更新时间:2024-12-27 17:14:39 浏览次数:4 公司名称:芜湖 卓越不锈钢复合管护栏有限公司
以下是:304不锈钢复合管生产销售的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电联/米 |
| 发货期限 | 1-3天 |
| 供货总量 | 99999999999 |
| 运费说明 | 电联 |
| 材质 | 201不锈钢 |
| 产地 | 芜湖 |
| 规格 | 25-102 |
| 类型 | 不锈钢复合管 |
| 颜色 | 不锈钢本色 |
| 品牌 | 卓越 |
| 型号 | 1.5-5 |
| 可定制 | 可定制 |
以下是:304不锈钢复合管生产销售的图文视频




选购304不锈钢复合管生产销售来新疆伊犁市找卓越不锈钢复合管护栏有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:兰经理-15357893298,{QQ:1107233049},地址:[芜湖弋江区高新技术开发区恒昌路10号发货到新疆 伊犁市 ]。 新疆维吾尔自治区,伊犁哈萨克自治州 伊犁州境内驻有新疆生产建设兵团第四、七、八、九和第十师、伊犁师范大学、新疆矿冶局、新疆维吾尔自治区天山西部国有林管理局、新疆维吾尔自治区阿尔泰山国有林管理局、阿希金矿等一批中央和自治区直属单位。伊犁哈萨克自治州是新疆细毛羊、伊犁马、新疆褐牛、中国美利奴羊的主要培育和生产基地,有霍尔果斯、都拉塔、木扎尔特3个一类口岸,主要旅游地有恰西、唐布拉、那拉提等草原民俗旅游区。文化遗迹有夏特古城、包扎墩乌孙古城、格登碑以及草原岩画等。
我们为您呈现的304不锈钢复合管生产销售产品视频,旨在让您更直观地感受产品的各项功能和特点。请您抽出片刻时间观看
以下是:304不锈钢复合管生产销售的图文介绍
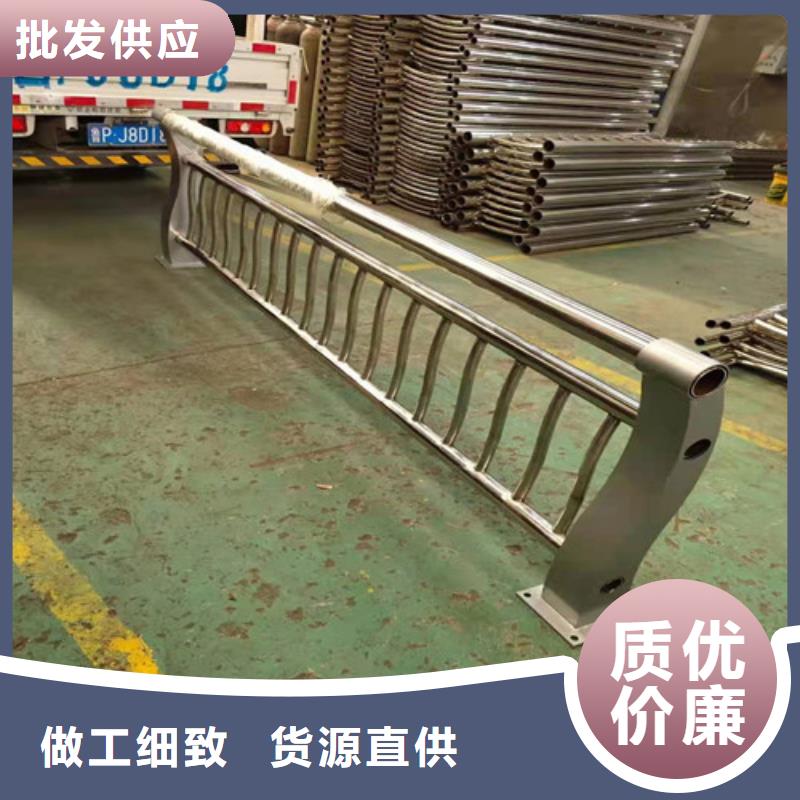
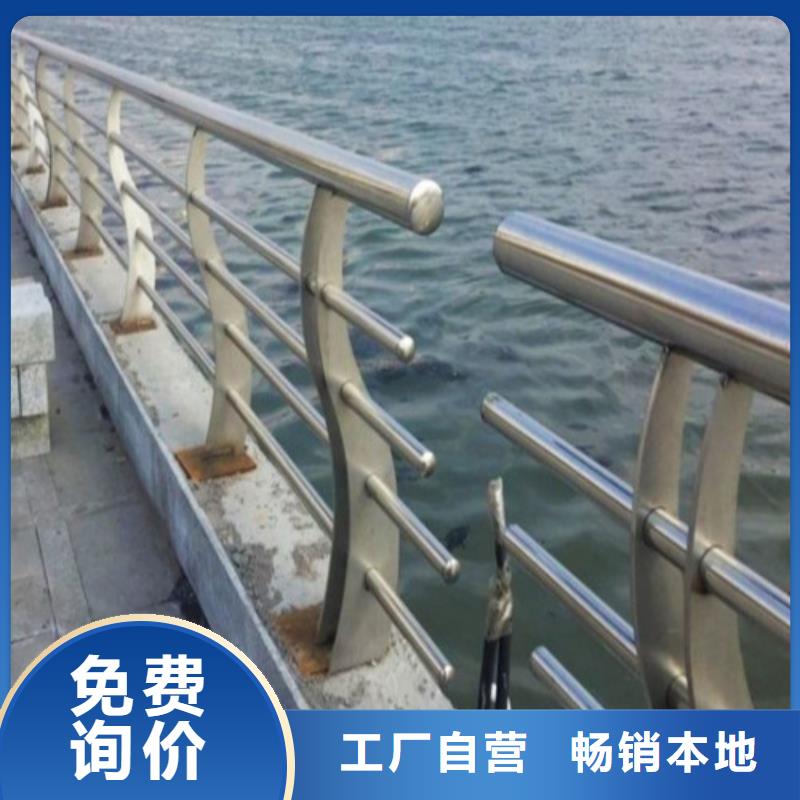
伊犁道路隔离护栏
卓越不锈钢复合管护栏有限公司
品质之选 品质保障 售后无忧


伊犁道路隔离护栏的详细介绍
精工打造 质保一年

卓越不锈钢复合管护栏有限公司是一家主要生产 新疆伊犁道路隔离护栏的大型企业。多年来凭借雄厚的技术实力,优质成熟的产品,完善的服务体系,取得了迅猛的发展,卓越不锈钢复合管护栏有限公司将充分发挥自身优势,秉承“科技领先,服务市场,诚信待人,追求完美”的宗旨和“产 品就是人品”的企业理念,不断进行技术创新、设备创新、服务创新、和管理方式创新来继续研发出更多满足未来发展需要的产品,推动我们 新疆伊犁道路隔离护栏事业的发展。



不锈钢复合管是由基层和复层组成,基层为20#钢的碳钢管,复层为0Gr19Ni9的不锈钢管。通过在不锈钢复管内壁施加高压,使其与基管达到紧密接触,形成完全贴合的内衬层。复合后满足结构强度及钢性的要求,复层满足耐腐蚀性要求。基层厚度一般较大,其主要作用是承受介质压力;复层厚度一般较小,只占总厚度的10 %~20 %,从而达到低成本高收益,基层材质为20#钢,属于优质低碳钢,是压力容器和压力管道的常用钢材,具有较高的强度,良好的塑性及韧性,焊接性很好。复层材质为0Cr19Ni9,属于奥氏体不锈钢,具有优异的耐腐蚀性,良好的工艺性能和焊接性能
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。






今年在新疆伊犁市购买304不锈钢复合管生产销售有了新选择,卓越不锈钢复合管护栏有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的304不锈钢复合管生产销售产品。如需购买或咨询,请随时联系我们,联系人:兰经理-15357893298,QQ:1107233049,地址:弋江区高新技术开发区恒昌路10号。