
想要知道2025欢迎访问##60SiMn精拉光亮圆钢厂家##可定制产品如何?看视频就知道!看视频,选产品更明智!
以下是:2025欢迎访问##60SiMn精拉光亮圆钢厂家##可定制的图文介绍


冷拔圆钢方钢扁钢六角钢异型钢是利用冷挤压技术,通过的模具,拉出各类高精度、表面光滑的圆钢、方钢、扁钢、六角钢及其它异型钢。冷拔圆钢方钢扁钢六角钢异型钢是在常温条件下,以超过原来钢筋屈服点强度的拉应力,强行拉伸钢筋,使钢筋产生塑性变形以达到提高钢筋屈服点强度和节约钢材为目的。【冷拉控制】1)冷拉应力控制的情况对于Ⅱ、Ⅲ、Ⅳ级钢筋和5号钢的钢筋,在冷拉后,作预应力钢筋使用的,要用冷拉应力控制。但钢筋冷拉后经检查,冷拉率超过了规范规定值,还要再进行机械能实验。2)冷拉率测定控制要求以冷拉率控制钢筋冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批钢筋的实际冷拉率。如果钢筋强度偏高,,平均的冷拉率低于1%时,在钢筋冷拉时,仍要按1%的冷拉率控制。3)不同炉批的冷拉控制对于混杂,分不清炉批的钢筋,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的钢筋,每根的冷拉率和控制应力都要符合规范规定。4)冷拉速度控制要使钢筋充分变形,就要适当控制冷拉速度,一般以0.5——1.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2——3以后,再放松钢筋,结束冷拉,以给钢筋充分变形的时间5)冷拉控制方法冷拉时只用冷拉率或者冷拉应力控制叫单控,冷拉时冷拉率和冷拉应力同时应用,称为双控。采用单控,施工简单方便。但对于材质不均匀的钢筋,不可能逐根试验(逐根试验,费工费料,不可能这样做,有的同一根钢筋冷拉率也不一样)冷拉质量得不到保证。双控方法可以避免上述问题。冷拉时,对于控制应力已经达到,冷拉率没有超过允许值的,可以认为合格。但是,如果冷拉率已经达到,而冷拉应力还达不到控制应力,这种钢筋要降低强度使用。对于预应力钢筋必须采用双控方法。【应用范围】机械设备:木工机械、陶瓷机械、造纸机械、玻璃机械、食品机械、建筑机械、塑料机械、纺织机械、千斤顶、液压机等电器产品部件:电机轴、风扇轴、缝纫机轴等;家具:特别是出口金属家具,如茶几、椅子、户外家具;金属器具:园林工具、烧烤炉网架、螺丝、防盗锁等;小五金零配件:如导轨、机键、螺母、螺丝、圆钉、六角钉、八角钉以及各种不同规格标准件等;汽车、摩托车零配件等。



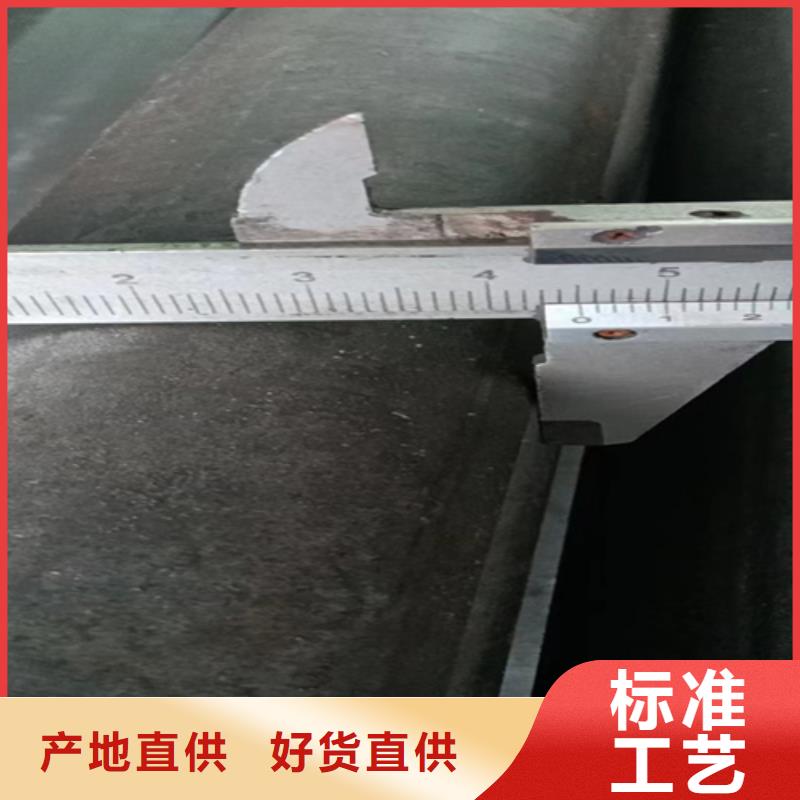
冷拔圆钢 冷拔方钢 冷拔扁钢 冷拔六角钢是利用冷挤压技术,通过的模具,拉出各类高精度、表面光滑的圆钢、方钢、扁钢、六角钢及其它异型钢。冷拔圆钢 冷拔方钢 冷拔扁钢 冷拔六角钢产品具有以下优点: 形状规格多样性 通过设计不同形状的模具,冷拉出不同截面形状、不同规格公差的冷拔圆钢 冷拔方钢 冷拔扁钢 冷拔六角钢。角度可设计成直 角或圆角。冷拔圆钢 冷拔方钢 冷拔扁钢 冷拔六角钢表面光滑??先进的冷挤压工艺使得冷拔圆钢 冷拔方钢 冷拔扁钢 冷拔六角钢产品表面光滑明亮。 材料大量节省??冷拉工艺是将原材料冷挤压变形达致所需的形状、规格及公差,原材料的耗损极少,相对利用传统车床机加工切削所耗损的材料,冷拔圆钢 冷拔方钢 冷拔扁钢 冷拔六角钢所节省的材料是非常可观的,特别当材料用量大,材料成本的节约更为显著。 加工时间及加工机械节省??由于精度准确,表面状况良好,冷拔圆钢 冷拔方钢 冷拔扁钢 冷拔六角钢产品可直接使用,如喷涂、打砂、打弯、钻孔,也可按实际要求精拉之后直接电镀,免去了大量机加工时间及节省配置加工机械的费用。我公司常年销售:冷拉圆钢,冷拔圆钢,冷拔六角钢,冷拔扁钢,冷拔方钢,冷拔异型钢,冷拉圆钢,(方钢 六角钢 扁钢)合金圆钢,冷拔异形钢,盘条,加长圆钢,高强度圆钢,常备材质生产材质:10# 20# 35# 45#钢 q195 45#钢 q345b(16Mn) 27SiMn 20g 20Cr 40Cr T11 P11 12CrMo--42CrMo 37Mn5 40Mn2 45Mn2 20Mn--65Mn Cr5Mo 10CrMo910 20CrMnTi…..等



鑫泽金属制品有限公司是专业经营各种【山东烟台Q235方钢】的大型企业,在【山东烟台Q235方钢】行业中有较高的信誉, 公司一贯以服务细致、价格合理、客户至上、服务周到、让利客户、薄利多销为原则,诚实守信为宗旨。经过多年的经营,已经同全国各大厂建立了稳固的供货体系,同使用单位建立了良好的销售体系,公司经营的产品已经使用在许多重要工程中,实行仓储、销售、开票一条龙服务,本公司全体员工热忱欢迎新老朋友光临、惠顾、指导,来人来电洽谈业务,让我们携手共进,共创辉煌!


本厂生产各种规格方钢 45号 65锰 60si2mn Q345B 40cr 60号 扁钢 方钢 六角钢 16*100 8*80 16*110等----链条输送扁钢8*50 10*50 13*60 16*60.非标链条扁钢150*12. 120*12 16*90 14*65等----机车车辆扁钢.16*60*1.347 12*110 12*50 20*75 25*150 20*180.----等铝厂专用扁钢180*65-180*100 240**100等-----汽车专用扁钢45号30*100. 35*100 Q345B材质车桥专用20*40 Q345B汽车大梁扁钢 140*14*13 140*18*12.7 140*20*13 高强汽车大梁扁钢700L材质 6.8.10.12.14等-起重机械专用40*60 30*50 -----人防专用扁钢16*30 12*30 18*32 25*40 等-- 各种材质方钢8-20.25.28.30.32-38.40.00各种规格六角钢 17.19.22.25.28.30.32.36.60等,以上规格各种材质都可生产欢迎来电咨询.......我厂常年现货有 六角钢 17.19.22.25.28.30.32.36.60等 机车扁钢16*60 12*50 20*75 20*180 25*150 等 方钢现货8.12.14.16.18.20.25.30.32.36.38.40.50.55.60.70.72.80.90等 矿用扁钢16*100.8*80.8*150.8*120.16*90等 Q345B车桥扁钢20*40 人防扁钢16*32. 18*32. 25*40 12*30 16*30等 起重机械扁钢40*60 30*50 45号链条专用扁钢16*90 16*60 65锰20*65 汽车大梁扁钢14*140.16*140.18*140.20*140等 700L高强扁钢.厚度6.8.10.12.14.宽度140*13. 汽车配件专用45号30*100 25*100.35*100等,冷拔圆钢,方钢,扁钢,异型钢等。



冷拔圆钢加工工艺特点有:精度高、表面质量好。冷拔工艺过程:轧头→剥壳→通过润滑剂盒→进入拔丝模孔。轧头在轧头机上进行,目的是将钢筋端头轧细,以便穿过拔丝模孔。剥壳是通过3~6个上下排列的辊子,以除去钢筋表面坚硬的渣壳,润滑剂常用石灰、动植物油、肥皂、白蜡和水按一定比例制成。剥壳和通过润滑剂能使铁渣不致进入拔丝模孔口,以提高拔丝模的使用寿命,并因拔丝模孔存在铁渣,使钢丝表面擦伤的现象。剥壳后,钢筋再通过润滑剂盒润滑,进入拔丝模孔进行冷拔。冷拉钢产品具有以下优点: 形状规格多样性 通过设计不同形状的模具,冷拉出不同截面形状、不同规格公差的冷拉钢。角度可设计成直角或圆角。 高度 使用高质量的硬质合金模具以及拥有专业修模人员,确保公差准确、统一。 表面光滑 先进的冷挤压工艺使得冷拉钢产品表面光滑明亮。 材料大量节省 冷拉工艺是将原材料冷挤压变形达致所需的形状、规格及公差,原材料的耗损极少,相对利用传统车床机加工切削所耗损的材料,冷拉钢所节省的材料是非常可观的,特别当材料用量大,材料成本的节约更为显著。 加工时间及加工机械节省 由于精度准确,表面状况良好,冷拉钢产品可直接使用,如喷涂、打砂、打弯、钻孔,也可按实际要求精拉之后直接电镀,免去了大量机加工时间及节省配置加工机械的费用。
