


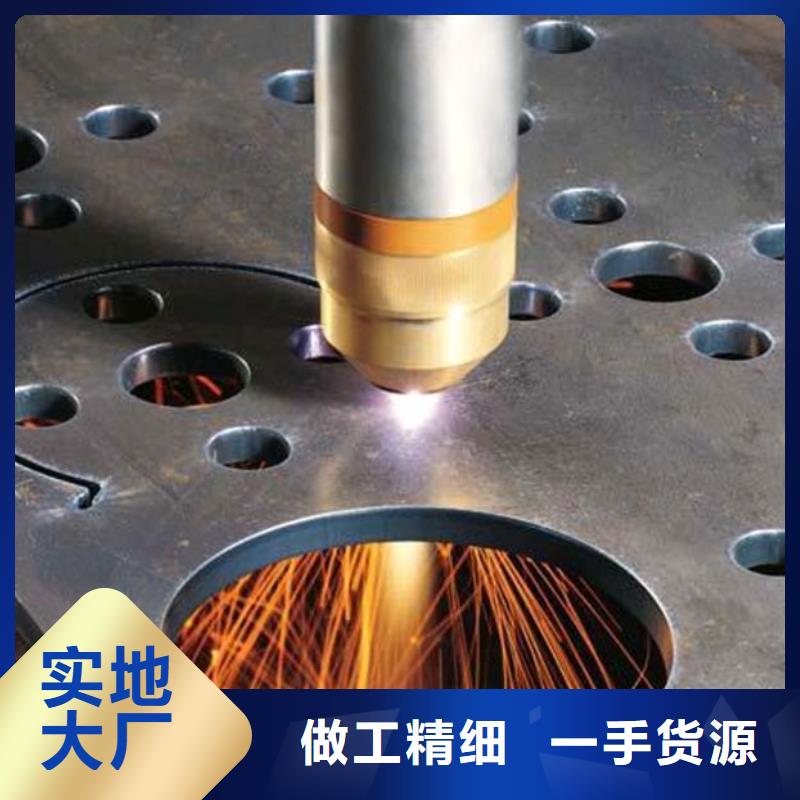


激光切割是应用激光聚焦后产生的高功率密度能量来实现的。在计算机的控制下,通过脉冲使激光器放电,从而输出受控的重复高频率的脉冲激光,形成一定频率,一定脉宽的光束,该脉冲激光束经过光路传导及反射并通过聚焦透镜组聚焦在加工物体的表面上,形成一个个细的、高能量密度光斑,焦斑位于待加工面附近,以瞬间高温熔化或气化被加工材料。每一个高能量的激光脉冲瞬间就把物体表面溅射出一个细小的孔,在计算机控制下,激光加工头与被加工材料按预先绘好的图形进行连续相对运动打点,这样就会把物体加工成想要的形状。切割时,一股与光束同轴气流由切割头喷出,将熔化或气化的材料由切口的底部吹出(注:如果吹出的气体和被切割材料产生热效反应,则此反应将提供切割所需的附加能源;气流还有冷却已切割面,减少热影响区和保证聚焦镜不受污染的作用)。与传统的板材加工方法相比,激光切割其具有高的切割质量(切口宽度窄、热影响区小、切口光洁) 、高的切割速度、高的柔性(可随意切割任意形状) 、广泛的材料适应性等优点。
大润激光切割打孔钢板折弯欢迎你的合作。





大润金属制品以激光打孔,钢板折弯为加工点1、在单位尺寸上,板材越厚,所需的弯曲力越大;板材厚度越大,在选择弯曲设备时,需要进一步提高弯曲力的裕度;不锈钢的热导率比普通低碳钢低,延伸率低,需要的变形力越大。
2、材料的屈服强度越大,弹性恢复力越大,需要的压制角度越小,以获得折弯零件的角度9 0度,奥氏体不锈钢在折弯时的弹性恢复变形比碳钢大,因此压制角度比碳钢小。
3、在单位尺寸上,拉伸强度大,伸长率小,需要的弯曲力大,弯曲角度大,碳钢相同板材厚度的904L不锈钢板的弯曲角度大。否则,会出现弯曲裂纹,影响工件强度。
4、与设计图的板厚和折弯半径相对应的情况下,一个弯曲工件的展开尺寸为直角边上正负两板厚,足以满足设计精度要求,根据经验公式计算展开量,可以简化计算过程。
激光切割打孔钢板折弯



大润激光切割打孔钢板折弯欢迎您;
激光打标技术是激光加工 的应用领域之一。激光打标是利用高能量密度的激光对工件进行局部照射,使表层材料汽化或发生颜色变化的化学反应,从而留下 性标记的一种打标方法。激光打标可以打出各种文字、符号和图案等,字符大小可以从毫米到米量级,这对产品的防伪有特殊的意义。聚焦后的极细的激光光束如同刀具,可将物体表面材料逐点去除,其先进性在于标记过程为非接触性加工,不产生机械挤压或机械应力,因此不会损坏被加工物品;由于激光聚焦后的尺寸很小,热影响区域小,加工精细,因此,可以完成一些常规方法无法实现的工艺。
激光加工使用的“刀具”是聚焦后的光点,不需要额外增添其它设备和材料,只要激光器能正常工作,就可以长时间连续加工。激光加工速度快,成本低廉。激光加工由计算机自动控制,生产时不需人为干预。

