



更新时间:2024-11-18 19:56:49 浏览次数:2 公司名称:洛阳 纵横机械制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 双方协商 |
| 供货总量 | 按订单生产 |
| 运费说明 | 5天发货 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 热滚塑工艺 |
| 连接方式 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |





衬塑管道的技术指标
一、衬塑管道工作压力:≤1.6mPa,承受负压,介质温度:-40℃~110℃,衬层厚度:设备8±1mm,管配件DN25~DN50 3mm DN65~DN100 4mm DN125~200 5mm DN250~DN400 6mm
二、衬塑管道技术要求:
【1】设备制造验收规范按HGJ92-90标准、GHJ33-91标准;
【2】设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制;
【3】设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;
【4】选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。
衬塑管道的检测
【1】衬塑管道内衬原材料材质检测;
【2】内衬厚度检测(≧3mm);
【3】剥离强度检测(聚乙烯衬层与管内壁粘接力≧70N/cm);
【4】电火花检测(内衬层15KV电火花检测,应无漏电);
【5】压力试验检测(DN150/200/300/400:水压试验压力:21MPa和气压试验压力16.5MPa;DN600水压试验压力:5.0MPa和气压试验压力4.0MPa;);
【6】绝缘电阻、电绝缘强度检测。



纵横机械制造有限公司是一家专业生产 山西阳泉钢衬塑管道的现代化企业。公司位于空港产业集聚区,位置优越,交通便利。公司技术力量雄厚,产品规格齐全。目前,公司生产 山西阳泉钢衬塑管道
我们始终为客户提供好的产品和技术支持、健全的售后服务。


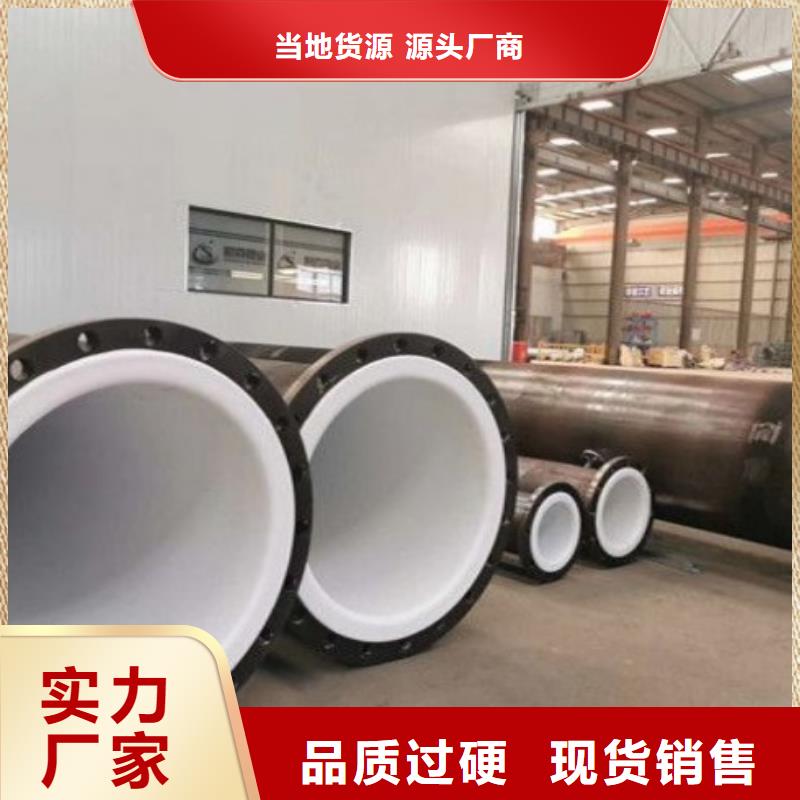
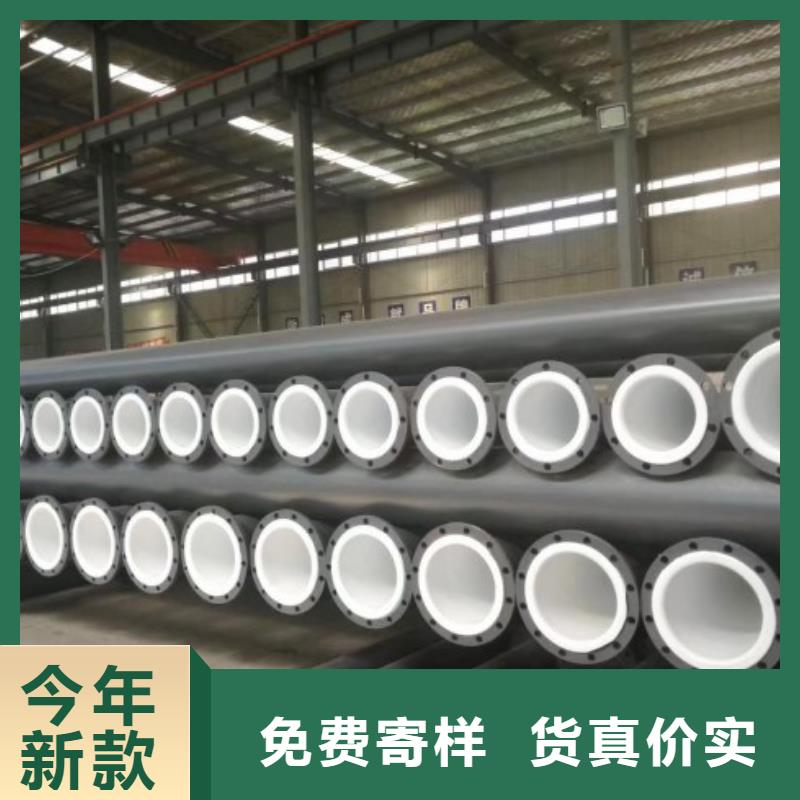
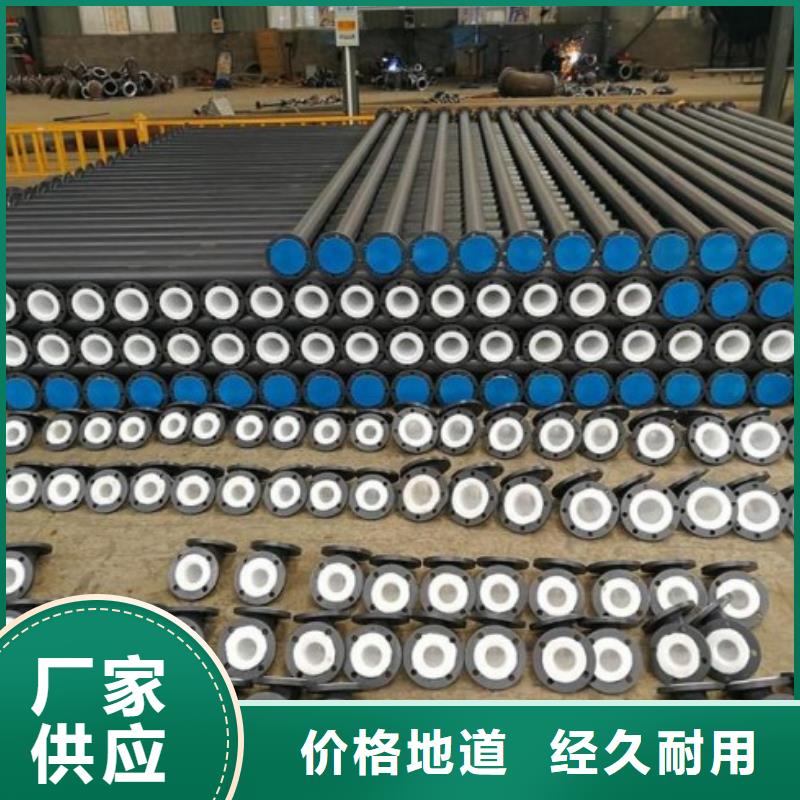
碳钢衬塑管道是以普通碳素钢管作为基体,钢管内衬PP、PE、、PO、F4、F40等化学稳定性优良的热塑性复合管道,工业衬塑管道 厂家
碳钢衬塑管道完全采用先进的科学方法 技术,将钢塑管融为一体,是国际国内理想的防腐管道及管件,耐腐蚀化工衬塑管道 是一种新型的防腐管道,耐腐蚀化工衬塑管道 既具有钢管的机械强度性能,耐腐蚀化工衬塑管道又有塑料管耐腐蚀、不结垢、不易生长生物,耐腐蚀化工衬塑管道 又能保证输送介质的纯度等优点,是电厂、工业衬塑管道 厂家化工等行业的理想产品。
衬塑钢管技术参数:
管道规格:DN50-DN1000mm
涂层厚度:3-5mm
管道长度:100-6000mm以内
衬塑管道使用条件:
1、真空值即负压
DN25-DN80:≤90kPa
DN100-DN150:≤70KPa
≥DN200:≤55KPa
2、正压
DN25-DN80:≤6.4MPa
DN100-DN150:≤6.4MPa
≥DN200:≤2.5MPa
衬塑钢管使用温度:
工业衬塑管道(GSF.PO)的介质工作温度-15℃-110℃
衬塑钢管特点:
1、具有优良的物理性能
2、具有极好的耐腐蚀性能
3、机械强度与钢管相同
4、卫生、不积垢 工业衬塑管道不滋生生物、保证流体品质
5、耐化学腐蚀、耐土壤和海洋生物腐蚀、耐阴极剥离
6、安装工艺成熟、方便快捷
7、耐候性好 适用沙漠、盐碱等苛刻环境
8、管壁光滑 提高输送效率、工业衬塑管道 厂家使用寿命长
本公司运用现代化的管理手段,能够以好的质量、快的速度、合理的价钱为客户提供、优质、及时的服务,为客户的生产和运转提供坚实可靠的保证和支持。我们有能力也有意愿寻求与客户共同获益和成长的机会,这也是我们多年以来一直不懈追求的目标。



碳钢衬塑复合管的表面制作对焊接的要求
1.在外部钢管的转角和接管部位是焊接难度高的,此部位要应尽量保证焊接要求。保证焊缝达到饱满状态,并将其细致打磨成钝角,形成圆弧过渡,焊接部位不得有毛刺和棱角现象。
2.在角焊缝的圆角部位,焊角部位,其焊角高度应大于5mm,一般凸出角应大于或等于3mm,内角应大于或等于10mm.
3.在清理组对卡具时,严禁损伤基体母材。施焊过程中严禁在基体母材上引弧。
4.在对复合管道的壳体进行焊接时,好采用双面对焊的焊接方法。这就要求我们工人的技术水平,焊缝要平整(磨平或圆滑过渡)、无气孔、焊廇和夹渣现象,且焊缝的高度不得大于2mm。在焊接完成后,还要彻底焊接带来的飞溅物。
5.钢管在焊接的时候必须采用连续焊,且焊缝不得出现裂缝或连续咬边的情况,咬肉深度不能超过0.5mm。
碳钢衬塑复合管在生产时要注意哪些事项:
一、不得有铁锈、木块、纸屑等有害杂质,必要时需过筛。
二、管道长度在500mm以上的需在衬塑防腐设备滚动辊上衬塑,到温度达到衬塑温度即可加料。
三、加料前应先把法兰密封面成型工装加紧在法兰上,加料采用专用加料管,加料应均匀一致。在停车情况下加料,加料后立即转动。
四、衬塑时间一般为2~15分钟,一般管径越大、壁厚越大时间越长,DN150以下控制在5分钟以内。
五、衬塑防腐设备的滚动辊圆周速度宜控制在40转/分以内,但不低于2转/分,一般管径越大速度越慢。
六、停转时,卸下密封面工装后次找平并冷却塑层,直至密封面光亮,光滑,凝固。冷却时必须转动,防止可能因温度局部过高而流淌影响使用及美观。
七、衬塑防腐设备的法兰拐角等较厚地方可采取湿布、喷雾等方法在外部快速降温。局部降温速度不宜太快,冷却水等不得接触衬层,防止衬层收缩过大,引起分层或剥离。时间一般不超过2min,且滚动架上转速应低于30转/分。
八、表面稍粗糙或平面度稍起伏,可用火焰或加热炉均匀加热,但避免因局部温度过高或燃烧而成黄色。