

我们为您准备了双金属复合管护栏桥梁护栏定做多少钱产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:双金属复合管护栏桥梁护栏定做多少钱的图文介绍
振轩交通工程有限公司拥有专业的队伍,专业生产 山西阳泉钢板立柱,企业严把质量关,做到不合格不出厂。本公司始终恪守“诚信di yi、服务di yi”的经营理念,坚持以市场为导向,以客户为中心,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断发展壮大。 振轩交通工程有限公司始终让用户买得放心,用得称心。 服务于客户—密切联络客户,建立信息反馈网络,满足客户的需求,服务跟进。


防锈工艺—采用高温热浸锌:将优质的钢材分别放在不同温度的加热炉中反复加热,然后将钢材浸入锌池中浸泡,使锌分子依附在钢材表面,在潮湿的空气中锌表面会生成一层致密的碱式碳酸锌膜,从而使不锈钢具有极强的防锈防腐能力,确保20年不生锈。
常新工艺——高温固化:不锈钢经过17道工艺的反复浸泡、清洗、干燥后,根据客户对颜色的要求在其表面喷涂世界上 进的阿克苏—诺贝尔室外抗氧化粉末,再经过220℃的高温烘干工艺,形成诺贝尔高温固化层,色泽持久鲜艳,15年不褪色。
无焊工艺—穿插组合:无需焊接,安装采用高强度航空螺母连接;安装连接件采用高强度锌钢板冲压成型;面管与立柱采用高强度锌铝合金连接件,上门组装、现场安装、操作简单,每个连接点完美组合。
防盗工艺—不锈钢防盗螺栓:科学的不锈钢防盗螺栓,螺母连接工艺,即增加了产品的观赏性,又加强了产品的性。
常新工艺——高温固化:不锈钢经过17道工艺的反复浸泡、清洗、干燥后,根据客户对颜色的要求在其表面喷涂世界上 进的阿克苏—诺贝尔室外抗氧化粉末,再经过220℃的高温烘干工艺,形成诺贝尔高温固化层,色泽持久鲜艳,15年不褪色。
无焊工艺—穿插组合:无需焊接,安装采用高强度航空螺母连接;安装连接件采用高强度锌钢板冲压成型;面管与立柱采用高强度锌铝合金连接件,上门组装、现场安装、操作简单,每个连接点完美组合。
防盗工艺—不锈钢防盗螺栓:科学的不锈钢防盗螺栓,螺母连接工艺,即增加了产品的观赏性,又加强了产品的性。






桥梁不锈钢护栏质量控制:
1、模板每次安装前都要清理并涂刷脱模剂,脱模剂要涂刷均匀。
2、护栏钢筋焊接和绑扎要符合设计和规范要求,特别是内测的钢筋位置要。
3、模板安装后要检查模板的侧面和顶面,模板的侧面和顶面都要顺直。
4、护栏混凝土的表面的蜂窝麻面面积不得超过该面面积的0.5%,深度不超过10mm。 质量控制
5、同一跨内的单侧护栏应浇筑,端头模板应用钢模板,以保证端头外观平齐。
6、护栏面与接缝处不得有开裂现象。错台、平整度、外观质量问题要及时处理,并保证颜色一致。顶面平顺美观,高度一致。
7、护栏全桥线性直线段顺直,曲线段弧线圆顺,无折线和死角。
1、模板每次安装前都要清理并涂刷脱模剂,脱模剂要涂刷均匀。
2、护栏钢筋焊接和绑扎要符合设计和规范要求,特别是内测的钢筋位置要。
3、模板安装后要检查模板的侧面和顶面,模板的侧面和顶面都要顺直。
4、护栏混凝土的表面的蜂窝麻面面积不得超过该面面积的0.5%,深度不超过10mm。 质量控制
5、同一跨内的单侧护栏应浇筑,端头模板应用钢模板,以保证端头外观平齐。
6、护栏面与接缝处不得有开裂现象。错台、平整度、外观质量问题要及时处理,并保证颜色一致。顶面平顺美观,高度一致。
7、护栏全桥线性直线段顺直,曲线段弧线圆顺,无折线和死角。



不锈钢复合管连铸连轧生产方法技术,属于冶金领域不同金属无缝复合管生产工艺中一种近终型连铸连轧技术。
1.该发明的重要特点在于采用两台并列安装的立式空心管坯连铸机,直接铸出不锈钢复合空心管坯,然后将高温管坯切成定尺及时放入斜底保温炉进行均热和温度调整,然后将管坯取出送入三辊行星斜轧机进行延伸初轧,随后将初轧荒管送进张力减径机、定径机精轧出成品管。成品管经过冷却、矫直、定尺、平头和精密检验后包装入库,整个生产过程是在线连续的。
2.采用该方法既能生产不锈钢单面无缝复合管,还可以生产双面复合管,而且省去了传统工艺中实心坯穿孔工序和两次坯料加热,并实现了无缝复合钢管生产的近终型连铸连轧,这不仅缩短生产流程、减少设备投入、节约了能源,还提高了轧机生产效率和钢管轧制质量。
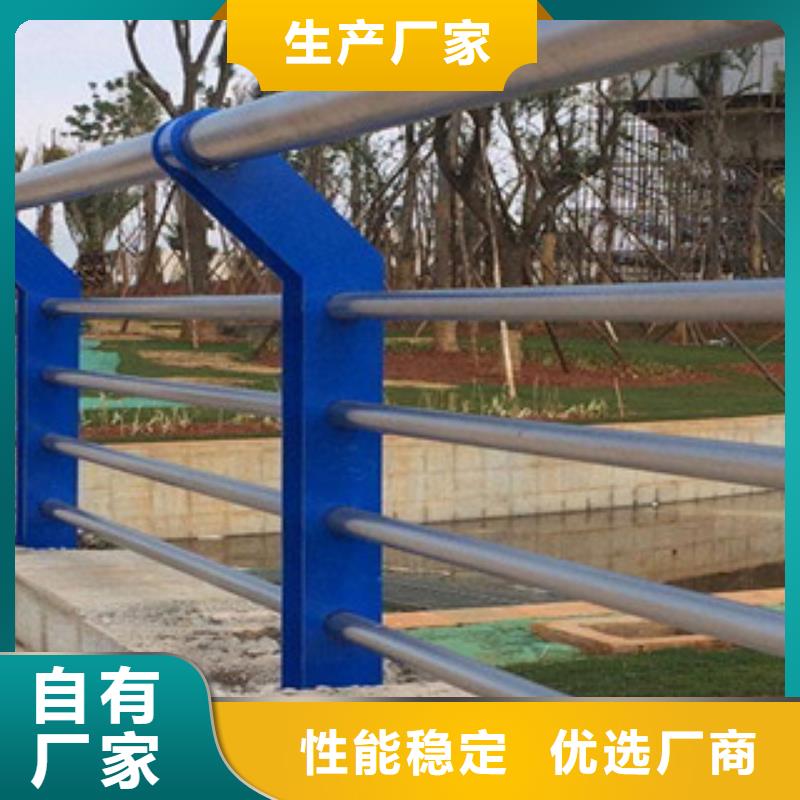
不锈钢复合管 兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。 不锈钢复合管的表面质量: 1、复合管基材应包覆紧密、匀称。 2、复合管的外表面应清洁,不得有裂纹、折叠、分层、划伤、氧化皮和明显的焊道缺陷。 3、复合管表面粗糙度 A、圆管外径小于等于63.5毫米时,其表面粗糙度不低于400号。B、圆管外径大于63.5毫米时,其表面粗糙度不低于320号。C、方形管和矩形管的表面粗糙度不低于320号。
1.该发明的重要特点在于采用两台并列安装的立式空心管坯连铸机,直接铸出不锈钢复合空心管坯,然后将高温管坯切成定尺及时放入斜底保温炉进行均热和温度调整,然后将管坯取出送入三辊行星斜轧机进行延伸初轧,随后将初轧荒管送进张力减径机、定径机精轧出成品管。成品管经过冷却、矫直、定尺、平头和精密检验后包装入库,整个生产过程是在线连续的。
2.采用该方法既能生产不锈钢单面无缝复合管,还可以生产双面复合管,而且省去了传统工艺中实心坯穿孔工序和两次坯料加热,并实现了无缝复合钢管生产的近终型连铸连轧,这不仅缩短生产流程、减少设备投入、节约了能源,还提高了轧机生产效率和钢管轧制质量。
不锈钢复合管 兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。 不锈钢复合管的表面质量: 1、复合管基材应包覆紧密、匀称。 2、复合管的外表面应清洁,不得有裂纹、折叠、分层、划伤、氧化皮和明显的焊道缺陷。 3、复合管表面粗糙度 A、圆管外径小于等于63.5毫米时,其表面粗糙度不低于400号。B、圆管外径大于63.5毫米时,其表面粗糙度不低于320号。C、方形管和矩形管的表面粗糙度不低于320号。