





据统计,2009年-2013年,我国隧道施工事故33起,造成直接死亡人数161人,直接经济损失几亿元。
另外,事故发生之后救援十分困难,尤其是拱顶坍塌和关门坍塌,据不完全调查统计,,隧道出现关门坍塌约占隧道坍塌数量的35%-48%,,因此加强隧道质量监理,增加隧道施工事故中措施是十分必要的。玻璃钢化粪池厂家,复合性材料目前已经广泛应用于各个行业,因为他们有着单一材料所无法企及的许多优势,也正因为如此,玻璃钢这种复合性正在逐步的替代传统材料,玻璃钢储罐的出现为我国很多的行业发展注入了新的活力,今天我们就一起的来看看它究竟有那些明显的优势。





近年来,随着镀锌工艺的发展,高性能镀锌光亮剂的采用,镀锌已从单纯的防护目的进入防护-装饰性应用。镀锌溶液有 镀液和无氰镀液两类
。 镀液中分氰、低氰、中氰、和高氰几类。无氰镀液有碱性锌酸盐镀液、铵盐镀液、硫酸盐镀液及无氨氯化物镀液等。氰化镀锌溶液均镀
能力好,得到的镀层光滑细致,在生产中被长期采用。但由于 剧毒,对环境污染严重,近年来已趋向于采用低氰、氰、无氰镀锌溶液。镀
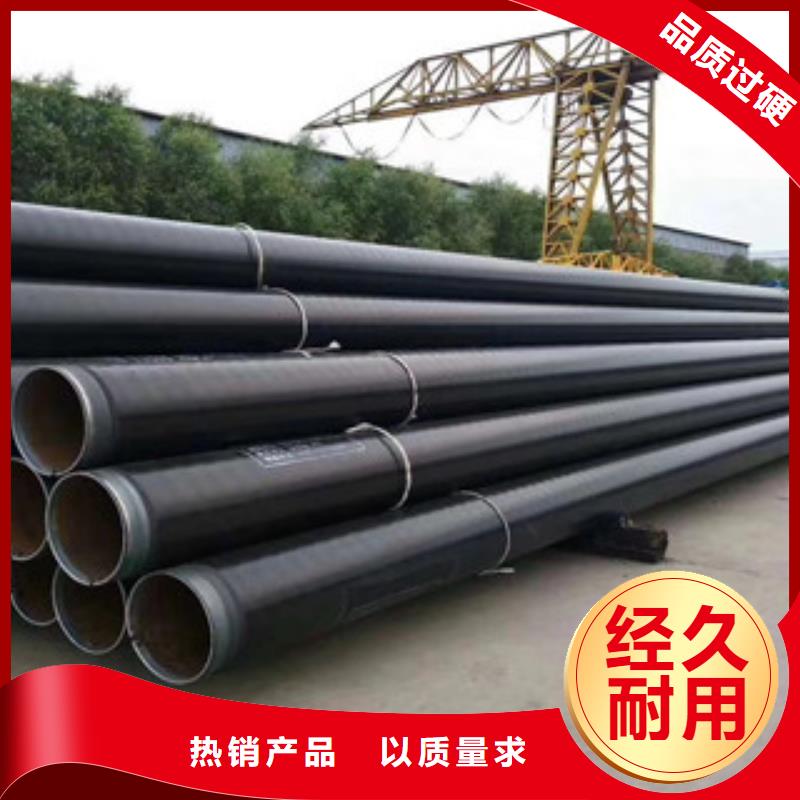
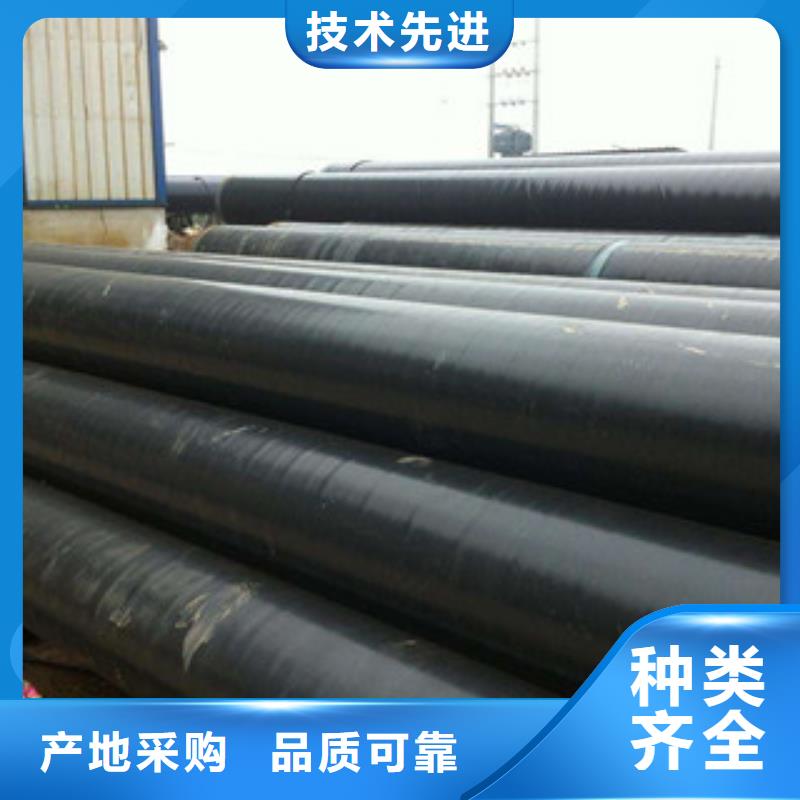
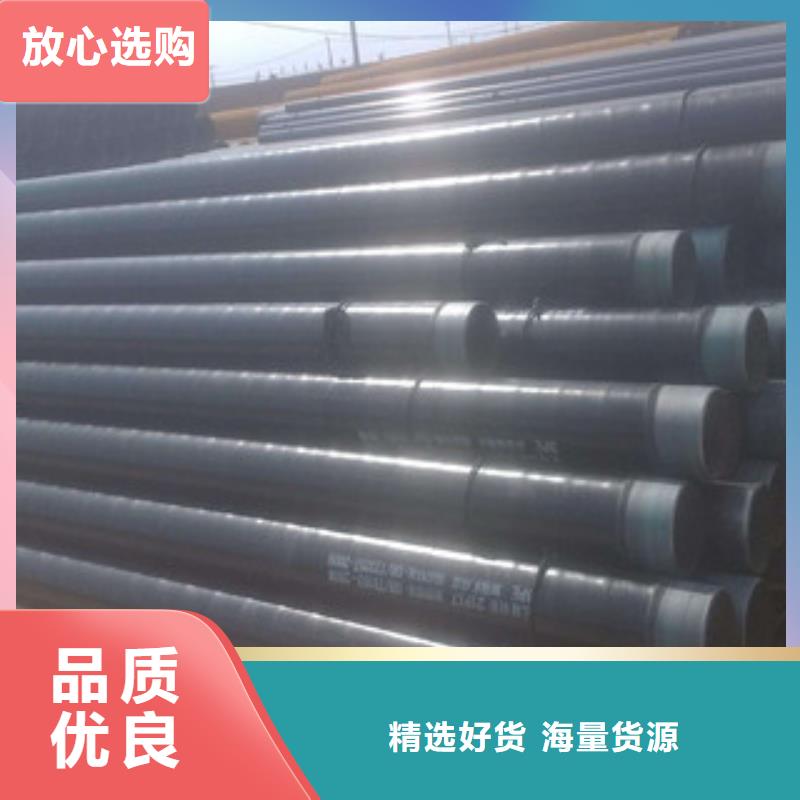
锌内衬不锈钢复合管在市场上已经历长达近20年的考验,是目前相当有经济价值和环保的管材兴昊管道专业生产镀锌内衬不锈钢复合管已有16年的光
景,镀锌内衬不锈钢复合管生产线条六十条已成为行业里专业品牌,质量可靠,服务周到,誉保证!


3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。也可参照JB/T4790-2000“钢
制压力容器焊接规程”附录A。“不锈钢复合钢焊接规程”。
3.2坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3.3焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
3.4焊条采用GB/T983“不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2.3.5焊接方法
采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧
焊时,焊丝采用同E309相同成分的A302焊丝。
3.6焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
3.7焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。



