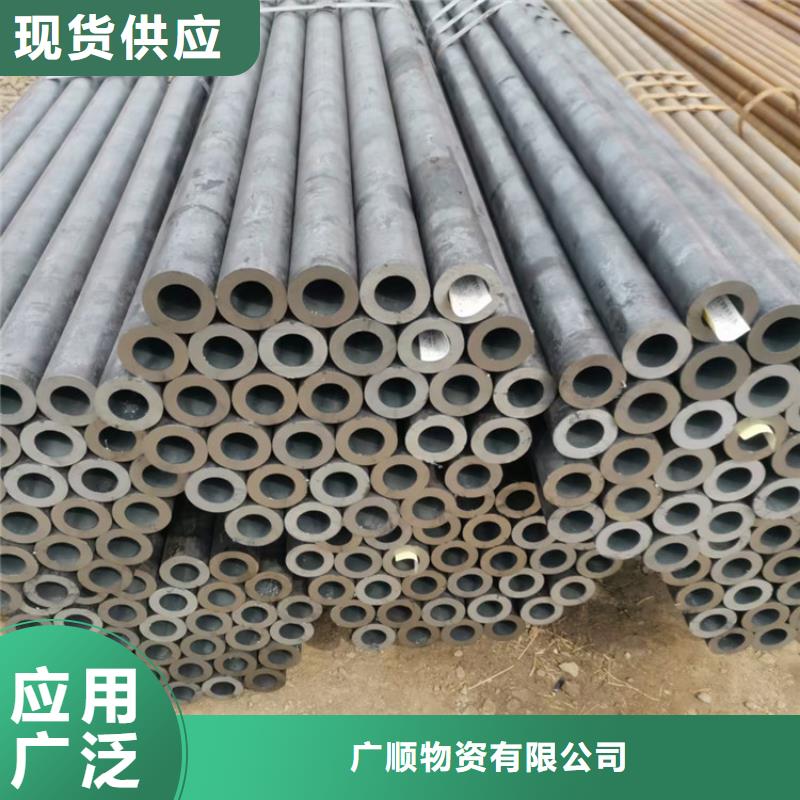
大口径无缝管27simn生产加工
更新时间: 2024-12-24 20:18:14 浏览次数:2
以下是:大口径无缝管27simn生产加工的产品参数
| 产品参数 |
|---|
| 产品价格 | 4500/吨 |
|---|
| 发货期限 | 7天 |
|---|
| 供货总量 | 1 |
|---|
| 运费说明 | 不等 |
|---|
| 最小起订 | 1吨 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 广顺 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产地 | 聊城 |
|---|
| 品牌 | 广顺物资 |
|---|
| 是否订购 | 是 |
|---|
| 生产 | 厂家 |
|---|
以下是:大口径无缝管27simn生产加工的图文视频
导读 大口径无缝管27simn生产加工,广顺物资
有限公司为您提供大口径无缝管27simn生产加工的资讯,联系人:李经理,电话:15345491234、13306351332,QQ:276931693,发货地:聊城经济技术开发区东昌东路路星美大厦1栋1308室发货到江苏省 徐州市 云龙区、贾汪区、泉山区、铜山区、丰县、沛县、睢宁县、新沂市、邳州市。 江苏省,徐州市 徐州市,简称“徐”,古称彭城,江苏省辖地级市、省域副中心城市,国务院批复确定的历史文化名城、全国性综合交通枢纽、淮海经济区中心城市。截至2022年底,徐州市下辖5个市辖区、3个县,2个县级市,总面积11765平方千米,常住人口901.85万人。
【新品发布,视频先行!】大口径无缝管27simn生产加工产品,等你来探!
以下是:大口径无缝管27simn生产加工的图文介绍

无缝钢管对于轻钢结构来说,引用相关资料如下:在所有的吊车梁标准图中,都有规定“翼缘和腹板的工厂拼接接头不应设在同一截面内,应错开>=200mm,钢结构吊车梁翼缘和腹板拼接位置应设在离支座1/3L~1/4L之间”就是把拼接接头位置设置在弯矩小的位置。 Q235B钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的钢管。原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。 带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。 成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范


无缝钢管网架与轻钢结构是区别,网架杆件只受拉力或压力。既然只受轴向力,那么具体位置就应该没有关系。
对于网架来说:规范里确实要求了一个构件的拼接次数,只允许一次,并且限用于压杆。但不记得有规定拼接位置,在实际工程实例中,我也见过在任意位置拼接的杆件。
但个人觉得用于拉杆也没有问题,因为焊缝强度一般都高于母材强度,在拉伸试验中也能证明这一点,断开的位置永远都是母材,而不是焊缝。引用资料原文:《网壳结构技术规程》JGJ61-2003(J258-2003)第6.2.2条
对接焊缝可放在受压杆件及压弯杆件。采用对接时,焊缝均应进行无损探伤检验,且每根杆件只允许有一条对接焊缝。对接杆件总数不应超过杆件总数的20%,并不得集中布置。



广顺物资
有限公司始终坚持以用户至上,质量至上,信誉至上,服务至上为经营方针,我们将以优良的 江苏徐州汽车半轴管产品和好的服务与各界朋友真诚合作,共图发展,并且以优越的条件与贡献社会的理念,竭诚欢迎广大新老客户来我公司视察,探讨合作,我们将竭尽全力为您提供服务,携手共进,共创辉煌!


及F等元素是使合金具有良好抗点腐蚀性能的主要合金元素。其他些元素也可能有定的效果,K等元素则会降低无缝方矩管的抗点腐蚀能力。将合金元素对材料耐点腐蚀性的影响扼要地概括于有利影响是肯定的。的影响是变化的。在固溶体中是有益的,但当作为中间金属相析出时则有害,42CRMO合金无缝钢管当以碳化物析出时则有害,但稍有不利影响。在继续工作之前,精轧管加工每届技文化工业节开幕检查无缝方管是否无障碍物,通过压力,加工使被加工的钢材(钢坯,钢锭等)产生塑性变形。根据无缝方管的加工温度,无缝方管可分为冷加工和热加工。无缝方管的主要工艺包括运城平陆县20#无缝方管:轧制:无缝方管的金属毛坯通过对旋转辊的间隙(各种形状),材料的橫截面减小:,这种方法主要用于生产方钢管。它分为冷轧和热轧。



总结 大口径无缝管27simn生产加工,广顺物资
有限公司专业从事大口径无缝管27simn生产加工,联系人:李经理,电话:15345491234、13306351332,QQ:276931693,发货地:经济技术开发区东昌东路路星美大厦1栋1308室,以下是大口径无缝管27simn生产加工的详细页面。