
产品详细介绍
鑫森通达无缝钢管有限公司在 河南许昌冲压片激烈竞争的商海中,始终坚持以客户为中心,以质量为重点、人才为保证、效益为根本的经营理念,坚持扎扎实实、脚踏实地为客户服务,为社会发展着想的宗旨。无论是现在还是将来,我们都将始终不渝地遵循这一宗旨。我们真诚的希望与国内外广大用户建立长期、友好的战略合作伙伴关系,互惠互利,共图发展!


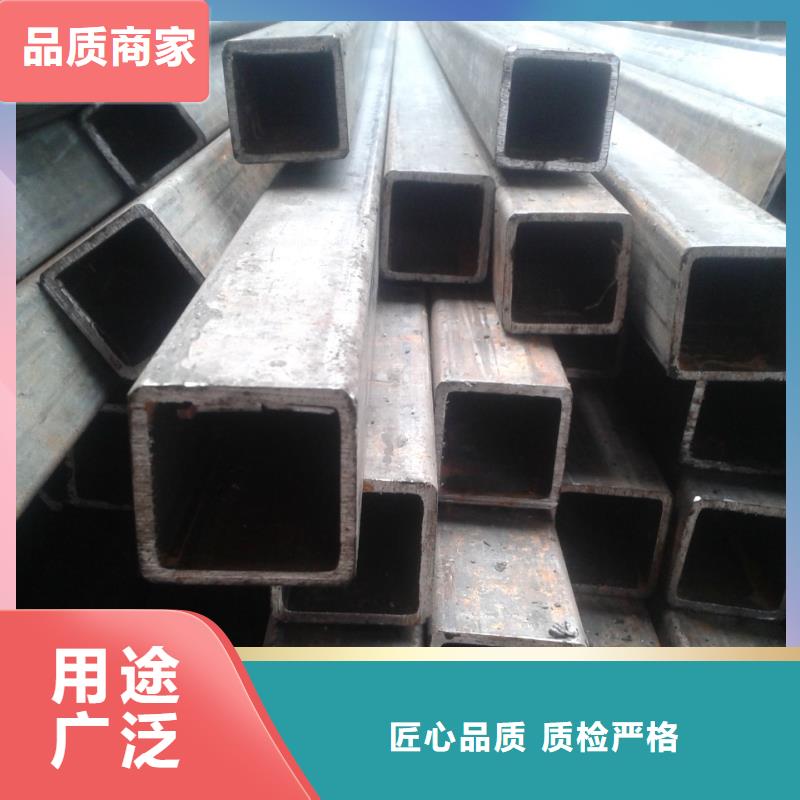
镜面不锈钢管
镜面不锈钢管常见镜面分类
常见镜面不锈钢分为6K、8K、10K这三种。普通是普通抛光,普通6K,精磨8K,精磨10K作用。相同厚度的普通无太大不同,10K
镜面更亮;厚度越厚,作用越差,加工费用也越高。
镜面不锈钢镜管面不锈钢熔点
镜面不锈钢管的熔点主要与各成分及含量分有关,与表面能否为镜面无关。 “红”这个概念模糊。各种金属在400摄氏度下,环境不很
明亮时,能够看到曾经“红”了。所以“把镜面不锈钢烧红”约需求400度



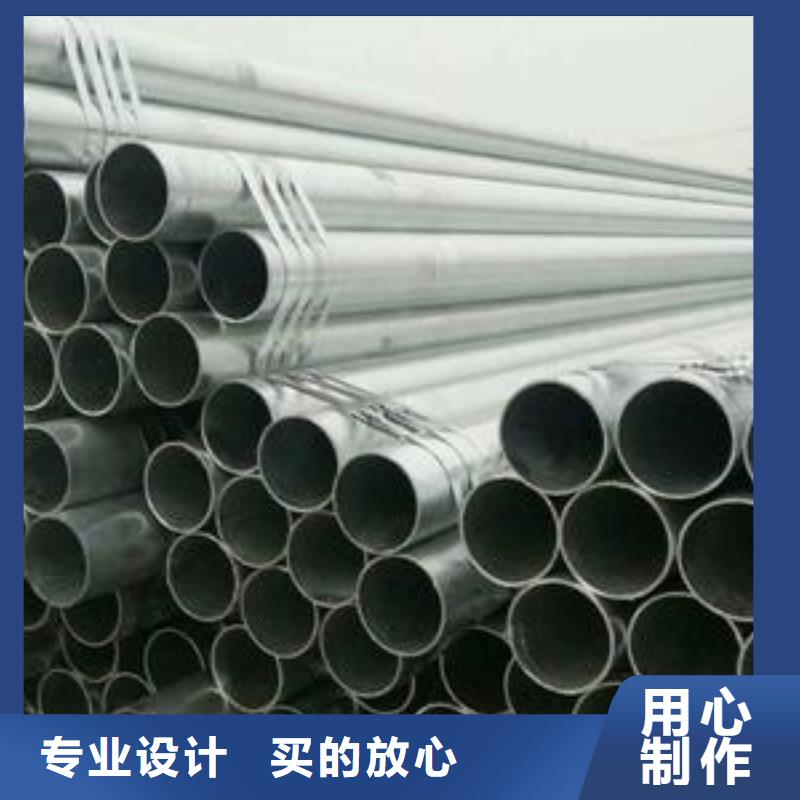
测量内衬不锈钢复合管的办法
内衬不锈钢复合管假如只是用尺子来量的话不只会十分的耗事在准确度上也有一定的误差,那么到底该如何丈量内衬不锈钢复合管长度呢?
a改良型编码器测长:这种丈量方式克制了内衬不锈钢复合管体积庞大,消费现场环境复杂,丈量机构无法穿越钢管下部支撑台架等艰难。
这种办法操作便当,丈量精度在±10mm以内,反复精度≤5mm。
b编码器测长:特性是测长时需求将内衬不锈钢复合管升起。此外,光电开关检测也存在一定误差,可能需求充沛丈量。
c 摄像机测长:特性是可完成在线丈量,内衬不锈钢复合管在经过测长区域时即可取得长度数据,无距离。缺乏是:假如不用特设光源映照,内衬
不锈钢复合管就会遭到外界光的干扰,而采用特设光源后由于内衬不锈钢复合管在倒棱后管端亮度高而对光线的反射很强,容易形成读数误差。
d光栅尺测长:特性是度高。但光栅尺价钱昂贵且维护艰难,对灰尘和场地振动的影响很敏感。



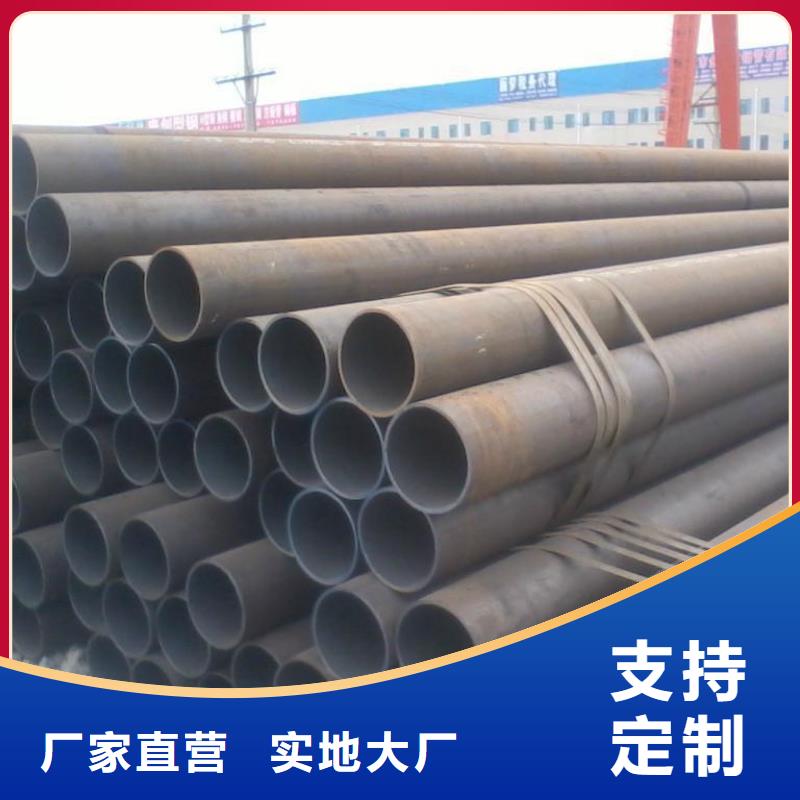
合金管的焊接工艺:焊前加热,焊后淬火、回火
1、预热
合金管电焊前,主要对合金管进行加热,控制温度30分钟后开始焊接。
电焊的加热和虚拟束温回火处理由调温处理的温度控制柜主动操作。采用远红外跟踪热处理炉板。全智能主动设置曲线图并记录曲线图,热阻准确测量温度。加热时热阻测点距离焊缝边缘15mm-20mm。
2、焊接方法
1. 为了防止合金管的焊接变形,每个柱接头由两个人对称焊接,焊接方向从中间向两边。焊接内开放(内开放时焊缝接近梁),实际操作从——层合金管第三层合金管道必须进行小规格,因为其电焊危及焊接变形的主要原因。电焊一至三层后,应进行反刨。碳弧气刨应用后,需要对焊接机械设备进行打磨,对焊接表面进行氮化梳理,显示金属质感,防止表面碳化产生裂纹。外孔焊接一次,其余内孔焊接一次。
2. 电焊=两层合金管时,焊接方向应与层合金管相反,依此类推。每层对接焊缝间隔15-20mm。
3.应保持多台焊机的焊接电流、焊接速度和重叠层数。
4. 在电焊中,必须从引弧板开始焊接,并在引弧板上结束焊接。电焊后切断、打磨、清洁。
3、经调质处理后
焊缝电焊后,应在12小时内进行回火处理。如不能立即对合金管进行调质淬火处理,应听取保温和缓冷的建议。当进行回火处理时,应测量两个热阻的温度,并在焊缝两侧焊接热阻


随着钢管继续进人变形区,其内壁开始与顶头接触,实现二次咬入,进入减壁区。这是钢管变形的主要区域。从二次咬入到充满整个变形区,钢管在孔型与顶头的间隙中进行减径而产生延伸。钢管在减壁的过程中并非整个断面都是均匀的。


