

对于冷拔八角管长期现货优惠产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
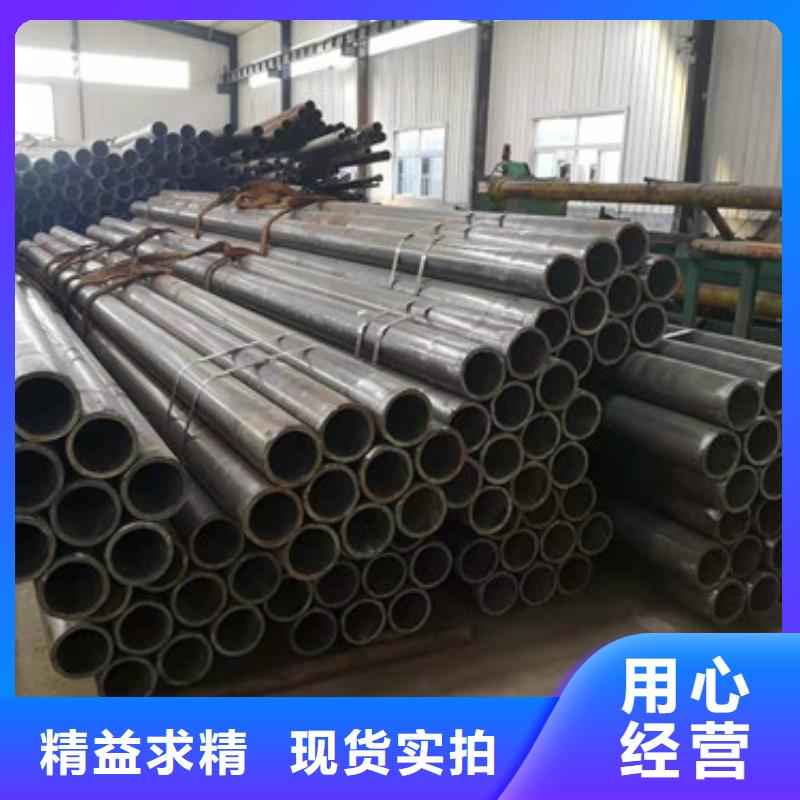
以下是:冷拔八角管长期现货优惠的图文介绍
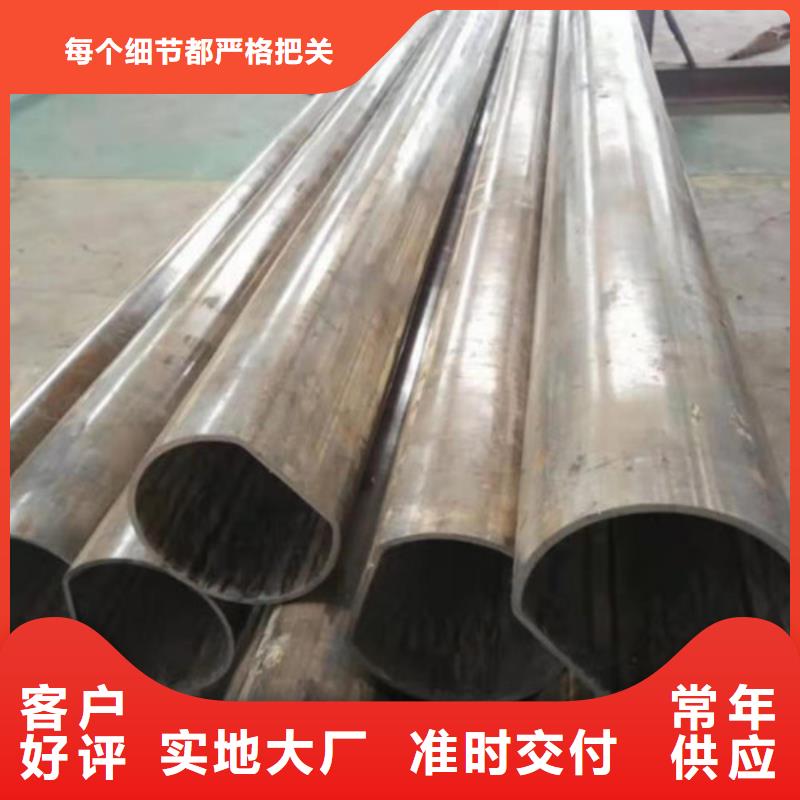
冷拔管是在冷拔的基础上进行制作完成的,由于冷拔管的温度比较高,在长期的使用和不断地进行发展中产生的作用是比较大的,并且是不能够够进行变形的,可以说是冷拔管在钢管中的使用的范围以及频率都是比较大的。冷拔管按照加工的步骤和加工的程序来讲是不会生锈的,但是由于保养的不当和维护的不当,对于冷拔管的使用来说在生活中也是出现了生锈的现象的。
冷拔管为什么也生锈? 当冷拔管管表面出现褐色锈斑(点)的时候,人们大感惊奇:认为 “冷拔管是不生锈的,生锈就不是冷拔管了,可能是钢质出现了问题”。 其实,这是对冷拔管缺乏了解的一种片面的错误看法。冷拔管在一定的 条件下也会生锈的。
冷拔管具有抵抗大气氧化的能力---即不锈性,同时也具有在含酸、碱、盐的介质中乃腐蚀的能力---即耐蚀性。但其抗腐蚀能力的大小是 随其钢质本身化学组成、加互状态、使用条件及环境介质类型而改变的。 如304钢管,在干燥清洁的大气中,有 优良的抗锈蚀能力,但将它移到海滨地区,在含有大量盐份的海雾中,很快就会生锈了;而316钢管则表现良好。因此,不是任何一种冷拔管,在任何环境下都能耐腐蚀, 不生锈的。



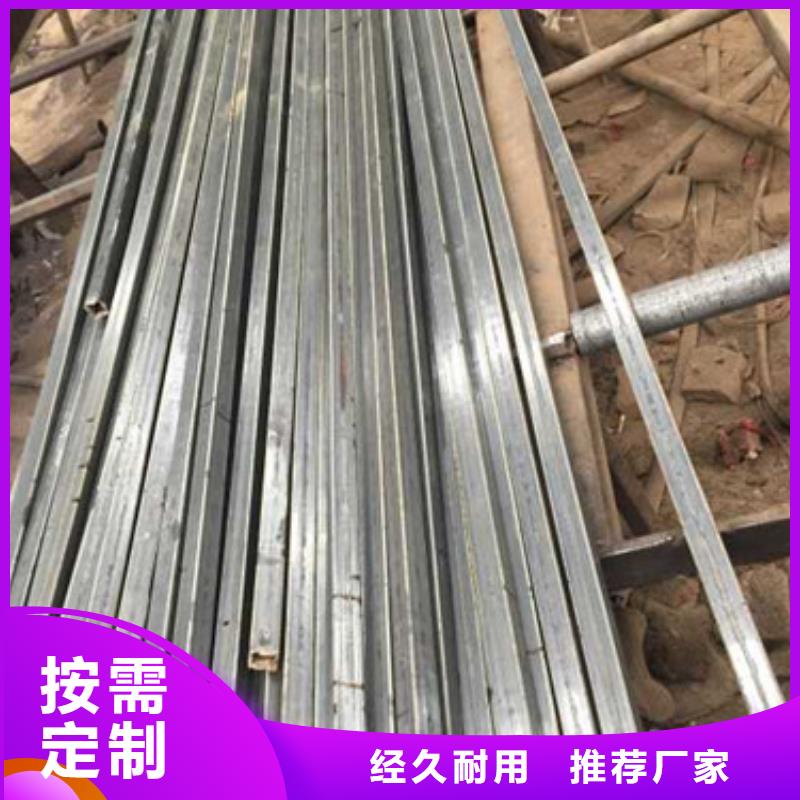
冷拔管技术包括连轧、冷拔管、三辊轧管、CPE顶管、挤压管等。其中20#冷拔管是20世纪90年代才发展起来的技术,因其英文名称为:Accuracy Rolling, 也简称为AR轧管。该技术工艺流 程短、操作灵活、钢种面宽,深受行业推崇。随着发展,该技术也出现的一定的问题。
孔型封闭性差:20#冷拔管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#冷拔管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
孔型封闭性差:20#冷拔管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#冷拔管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。



努力成为客户依赖的企业-精拉管业有限公司,公司主营: 西藏冷拉管


冷拔管和无缝钢管的区别油后即成、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。冷拔管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。冷拔冷拔管的特点 外径更小。 精度高可做小批量生 冷拔成品精度高,表面质量好。钢管横面积更复杂。钢管性能更优越,金属比较密。热轧冷拔管后的区别 热轧冷拔管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径760mm。将直发卷经切头、切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂热轧酸洗板卷。



