

20cr精密钢管零售产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:20cr精密钢管零售的图文介绍
恒永兴金属材料销售 有限公司位于北辰区双街镇京津路西(北方实业发展有限公司内),公司注册资金500万元,主营 云南西双版纳不锈钢管。公司致力于为客户提供高质量低成本的 云南西双版纳不锈钢管产品为目标。公司秉承诚信经营,以质量求信誉、以信誉求发展的原则来满足客户的各种需求,也竭诚欢迎广大新老客户来电、来人洽谈业务和指导工作!


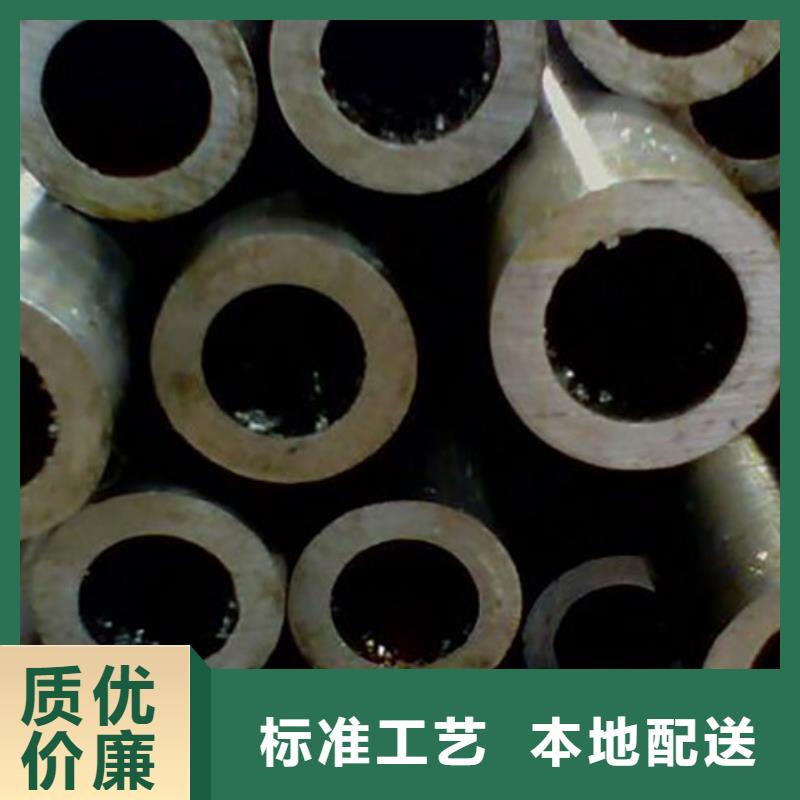
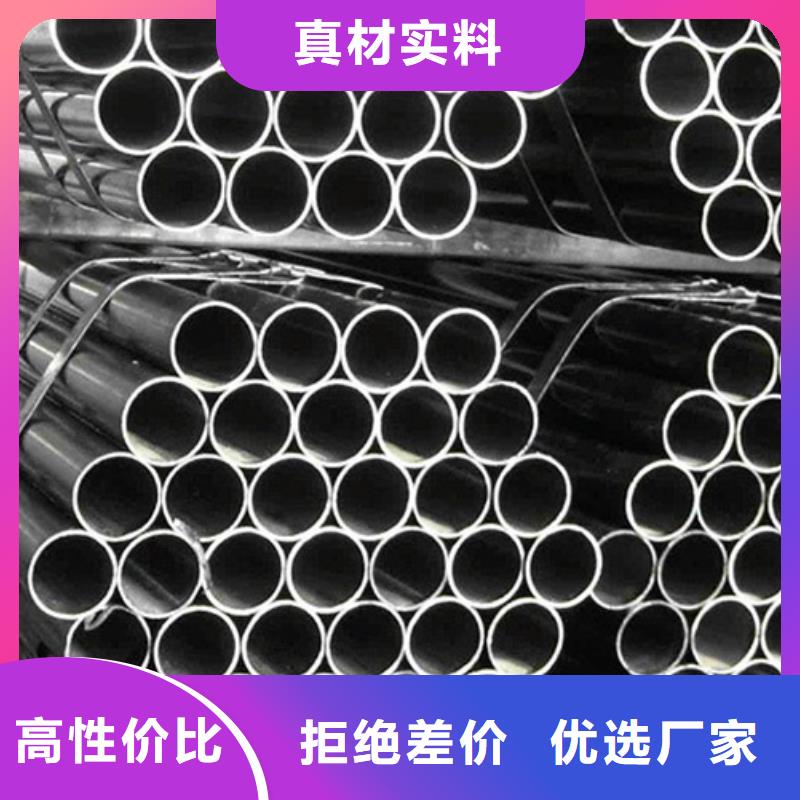
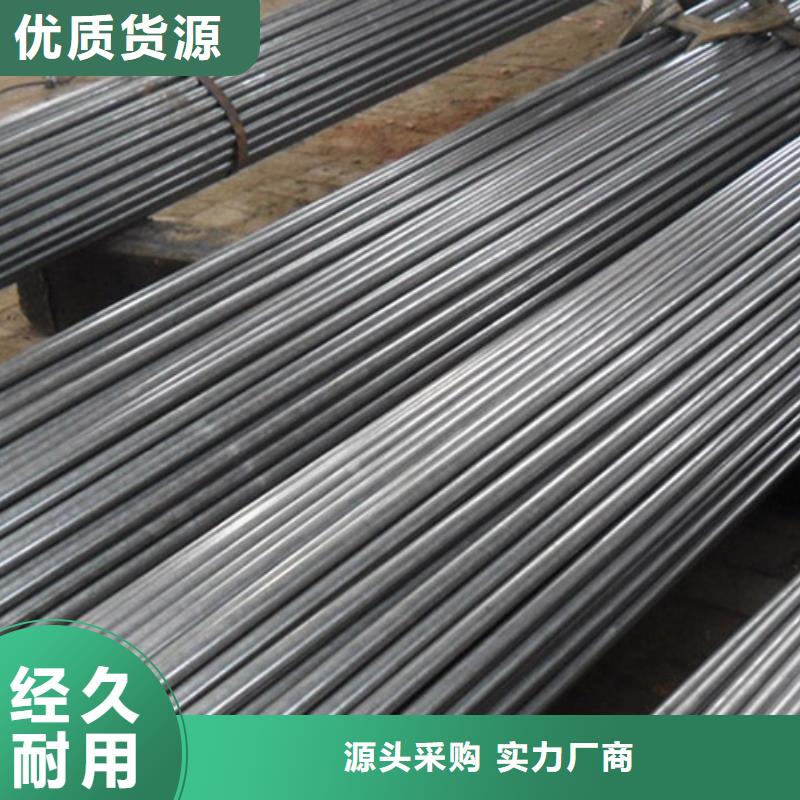
精密钢管是一种中空的长条钢材,大量用作输送流体的管道,如石油、天燃气、水、煤气、蒸气等,另外,在搞弯、抗扭强度相同时,重量较轻,所以也广泛用于制造机械零件和工程结构。也常用作生产各种常规武器、枪管、炮弹等。 ,精密钢管的分类:精密钢管分精密钢管和焊接精密钢管(有缝管)两大类。按断面形状又可分为圆管和异形管,广泛应用的是圆形精密钢管,但也有一些方形、矩形、半圆形、六角形、等边三角形、八角形等异形精密钢管。对于承受流体压力的精密钢管都要进行液压试验来检验其耐压能力和质量,在规定的压力下不发生泄漏、浸湿或膨胀为合格,有些精密钢管还要根据标准或需方要求进行卷边试验、扩口试验、压扁试验等。第二,精密钢管:精密钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。精密钢管的规格用外径*壁厚毫米数表示。精密钢管分热轧和冷轧(拨)精密钢管两类。热轧精密钢管分一般精密钢管,低、中压锅炉精密钢管,高压锅炉精密钢管、合金精密钢管、不锈精密钢管、石油裂化管、地质精密钢管和其它精密钢管等。冷轧(拨)精密钢管除分一般精密钢管、低中压锅炉精密钢管、高压锅炉精密钢管、合金精密钢管、不锈精密钢管、石油裂化管、其它精密钢管外,还包括碳素薄壁精密钢管、合金薄壁精密钢管、不锈薄壁精密钢管、异型精密钢管。热轧无缝管外径一般大于32mm,壁厚2.5-75mm,冷轧精密钢管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。第三,一般用精密钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用精密钢管要保证强度和压扁试验。热轧精密钢管以热轧状态或热处理状态交货;冷轧以热以热处理状态交货。



一切钢件在开展机械加工制造以后,在表层上边都是残余着预应力钢筋。在16mn精密钢管上边残余着的压地应力,能够 自身的耐磨损的特性及其受拉地应力的疲惫的前度,而像在方钢管上边残余着的拉地应力实际上正与压地应力反过来。接下去就要我来为您详细介绍一下,16mn精密钢管上边残余着预应力钢筋的缘故。(1)由于冷塑性变形而引起的形变产生的残余的地应力。在对16mn精密钢管在开展生产加工的情况下,由于切削速度的功效,造成方钢管已生产加工的表层遭受明显的冷塑性变形而造成形变,造成这类冷塑性形变的缘故之中更为突显的是:数控刀片上边的刀面另一方管的表层的挤压成型及其磨擦而造成的塑型形变,由于方钢管的常规金属材料在这一情况下正处在延展性的情况。在切削速度消退以后,常规的金属材料就趋于修复的情况,这一情况下的16mn精密钢管早已遭受了塑型的表层上边的限定,造成常规修复不上原先的样子,那样就会在表层上边残余着应工作压力,这种在其上边残余着的应工作压力就会到造成它的耐磨性能及其缓解疲劳的抗压强度降低。(2)由于热塑性形变而导致的残留的应工作压力。在对它进行生产加工的情况下由于钻削的热功效之中,而造成的澎涨,这一情况下的金属材料的溫度较为低,因而在金属材料的表层上边就会造成压合地应力,当钻削的全过程完毕以后,金属材料的表层的溫度就会降低的迅速,收拢形变超过里边,而里边的形变则遭受常规金属材料的限定,那样在金属材料的常规制冷出来以后,就会相对的残余着一些拉地应力,这种在金属材料上边残余着的拉地应力就会危害到金属材料之后的应用。



精密钢管在完成后,出厂前,工人们都会对其进行清洗。怎样的清洗方式是正确的呢?下面我们来谈谈这个。1、钢管在清洗前必须彻底去除管端的毛刺,然后用一个硬管喷嘴,发射2颗超净弹丸进行清洗。如果管内有油液或油脂类污染物,应选用硬管弹丸,能更有效的去除这类污染物。如果管内有锈蚀、焊渣等,应选用摩擦弹丸,先除去这些污染物。2、组装为总成后,只能用超净弹丸清洗,并且必须注意钢管与接头连接处,不能有台阶。清洗钢管也可以选用软管喷嘴,但发射弹丸时须从二端分别进行,确保被喷嘴遮挡部分的清洗。3、在装配、扣压接头后,后再从软管总成的任一端发射一颗超净弹丸,用以在接头扣压过程中可能产生的镀层屑。建议在压缩空气源安装除水过滤器,确保以洁净干燥的空气来发射清洁弹丸。



在精密钢管的热处理过程中,淬火过程产生的废品率往往较高,这主要是由于淬火过程中形成较大的热应力和组织应力所致。此外,由于精密钢管固有的冶金缺陷、选材不当、材质错误、设计中的结构工艺差、冷热加工过程中形成的缺陷等,容易在调质过程中产生。因此对零部件淬火、回火后的缺陷必须进行系统的分析和研究。1.淬火变形与淬火裂纹,在实际生产中,应该根据淬火变形与淬火裂纹的形成原因采取有效的措施。(1)精密钢管热处理尽量做到均匀加热及正确加热,工件形状复杂或截面尺寸相差悬殊时,常因加热不均匀而变形。为此,工件在装炉前,对不需淬硬的孔及截面突变处,应采用石棉绳堵塞或绑扎等办法,以改善其受热条件,对一些薄壁圆环等易变形零件,可设计特定淬火夹具。这些措施既有利于加热均匀,又有利于冷却均匀。工件在炉内加热时,应均匀放置,防止单面受热,应放平,避免工件在髙温塑性状态因自重而变形。对细长零件及袖类零件尽量采用井式炉或盐炉垂直悬挂加热。限制或降低加热速度,可减少工件截面温差,使加热均匀。因此对大型锻模、髙速钢及高合金钢工件,以及形状复杂、厚薄不匀、要求变形小的零件,一般都采用预热加热或限制加热速度的措施。合理选择淬火加热温度,也是减少或防止变形、开裂的关键。选择下限淬火温度,减少工件与淬火介质的温差,可以降低淬火冷却高温阶段的冷却速度,从而可以减少淬火冷却时的热应力。另外,也可防止晶粒粗大。这样可以防止变形开裂。有时为了调节淬火前后的体积变形量,也可适当提高淬火加热温度。例如CrWMn、Cr12Mo等高碳合金钢,常利用调整加热温度,改变其马氏体转变点以改变残余奥氏体含量,以调节零件的体积变形。(2)正确选择冷却方法和冷却介质的基本原则,尽可能采用预冷,即在工件淬入淬火介质前,尽可能缓慢地冷却至Ar附近,以减少工件内温差。?在保证满足淬硬层深度及硬度要求的前提下,尽可能采用冷却缓馒的淬火介质。尽可能减慢在Ms点以下的冷却速度。合理地选择和采用分级或等温淬火工艺。(3)正确选择淬火工件浸入淬火介质的方式和运行方向的基本原则,淬火时应尽量保证能得到均匀的冷却。?以小阻力方向淬入。大批量精密钢管生产的薄画环类零件、薄板形零件、形状复杂的凸 和圆锥齿轮等,在自由冷却时,很难保证尺寸精度的要求。为此,可以采取压床淬火,即将零件置于专用的压床模具中,再加上一定的压力后进行冷却〈喷油或喷水)由于零件的形状和尺寸受模具的限制,因而可能使零件的变形限制在规定的范围之内。进行及时、正确的回火在生产中,有相当一部分工件,并非在淬火时开裂,而是由于淬火后未及时回火而开裂。这是因为在淬火停留过程中,存在于工件内的细裂缝在很大的淬火应力作用下,融合、扩展,以至其尺寸达到断裂临界裂缝尺寸,从而发生延时断裂。实践证明,淬火不冷到底并及时回火,是防止开裂的有效措施。对于形状复杂的高碳钢和高碳合金钢,淬火后及时回火尤为重要。精密光亮管的扭曲变形可以通过矫直来校正,但必须在工件塑性允许的范围之内。有时也可利用回火加热时用特定的校正夹具进行校正。对体积变形有时也可通过补充的研磨加工来修正,但这仅限于孔、槽尺寸缩小,外圃增大等情况。淬火体积变形往往是不可避免的。但只要通过实验,掌握其变形规律,则可根据其胀缩量,在淬火前成形加工时,适当加以修正,就可在淬火后得到合乎要求的几何尺寸。工件一旦出现淬火裂纹,则报废。