

为了让您更地了解我们的原平3pe防腐管应用性能产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:原平3pe防腐管应用性能的图文介绍

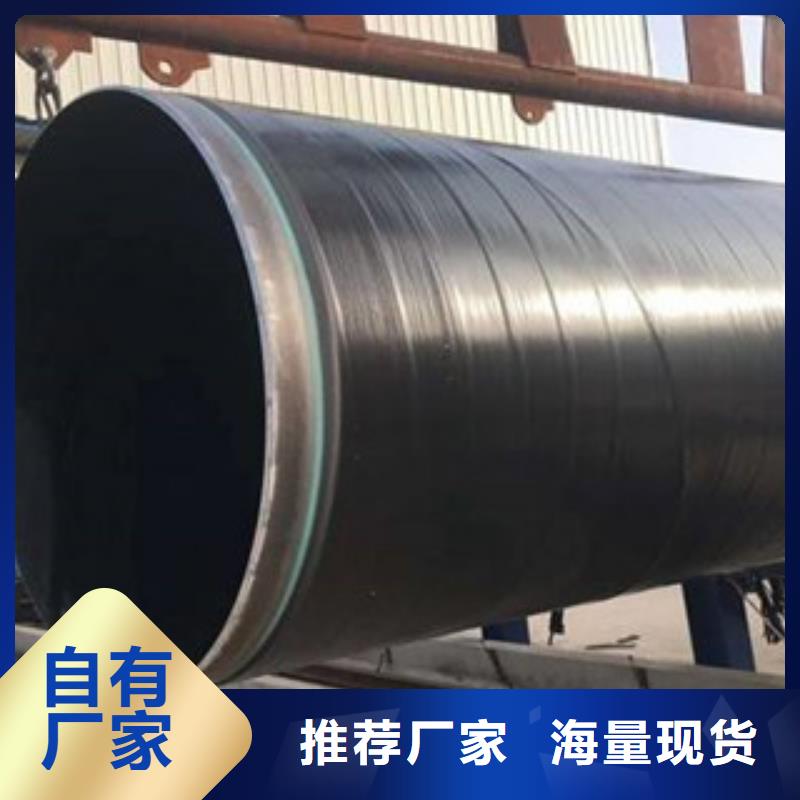
与时俱进的管理模式及营销理念,将引领我公司与您携手进入辉煌,共创美好未来!螺旋钢管制造厂家生产工艺:是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。(1)原材料即带钢卷,焊丝,焊剂。(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。5)采用外控或内控辊式成型。6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接。


(1)内衬不锈钢复合钢管焊接方法
采用手工电弧焊,对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时
,焊丝采用同E309相同成分的A302焊丝。
(2)焊接程序是。
内衬不锈钢复合钢管焊接设备应满足焊接工艺要求。 并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
(3)焊接要求
内衬不锈钢复合管复材焊缝表面应尽可能与复材表面保持平整,光顺,焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,
即降低熔和比。为此应采用较小直径的焊条或焊丝,为较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
(4)焊后清理
内衬不锈钢复合钢管焊后应仔细清理焊件表面的烛渣,焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理 完毕,应在基材焊缝附近
的明显部位打上焊工印记以便日后考查。



01源头工厂,海量货源
兴昊管道有限公司,拥有自建大型厂区,海量货源,满足客户的供货需求
02优良产品,保障质量
公司生产的 山西忻州热浸塑复合钢管都是优良级别产品,保障产品的质量
03售后服务,让您无忧
兴昊管道有限公司,为您提供售前,售中,售后服务

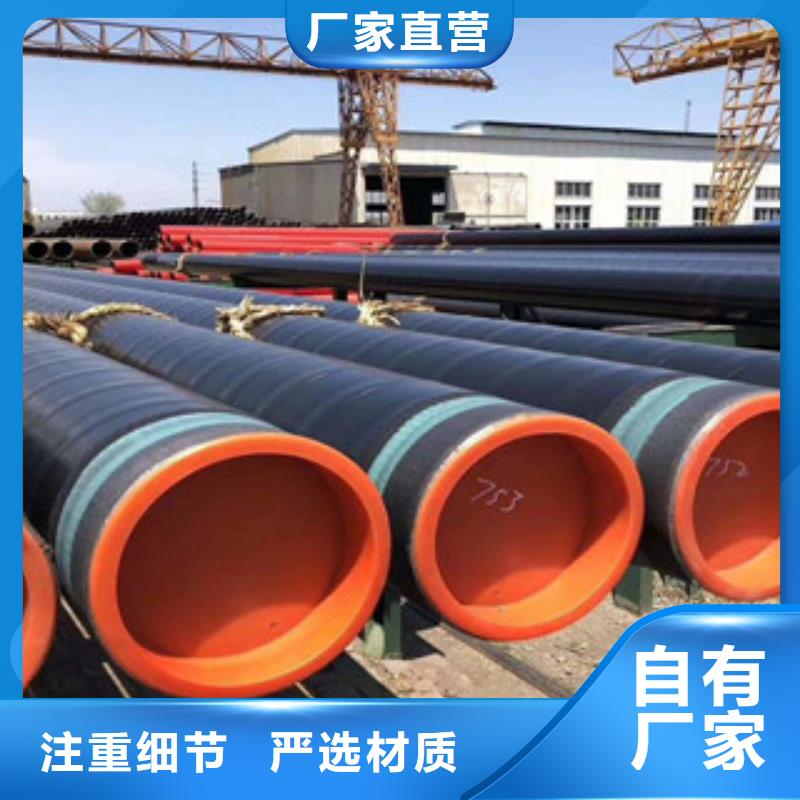
污水排放管道环氧煤沥青防腐钢管配制工艺,环氧煤沥青防腐钢管外防腐采用玻璃纤维布,液态沥青制作工艺是:满涂一层防腐油,缠一层玻璃布.再满涂一层防腐油,缠一层玻璃布,*满涂一层防腐油,合计三油两布.布的作用主要是增加防腐层的拉力,防止防腐油后开裂渗水.环氧煤沥青钢管环氧煤沥青防腐蚀涂料组份为环氧煤沥青底漆和面漆,都是以环氧树脂和煤沥青为主要成膜物,添加各种防锈颜料、绝缘性填料、增韧剂、流平剂、稀释剂、防沉剂等制成,B组份是改性胺类固化剂或以固化剂为主料,添加颜填料制成。衬胶管道特质:耐磨,衬胶管道内衬橡胶具有一定的弹性和修复性,可以降低输送介质对管道带来的冲击和震动,可承受长期的介质冲刷、冲击,是矿山输送的首要选择;环氧煤沥青防腐蚀涂料由环氧与煤沥青两种主要成分组成,是甲(环氧)乙(固化剂)双组份涂料,具有优良的附着力、坚韧性、耐潮湿、耐水、耐化学介质,具有防止各种离子穿过漆膜的性能,具有与被涂物件同膨胀同收缩的特性。漆膜从不脱落、龟裂。厚度0.5~1.0mm 。环氧煤沥青是性价比较高的一种防腐形式,工程实测表明,用环氧煤沥青外加阴极保护。石油、燃气管道使用二十年基本没有发生腐蚀现象。

