

我们的不锈钢碳素钢复合管厂家供应商产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:不锈钢碳素钢复合管厂家供应商的图文介绍


不锈钢复合管的分类、代号、尺寸、外形、质量及允许偏差、技术要求、试验方法、检验规则、标志、标签、包装和贮存。本标准广泛适用于市政公用工程施工,钢结构、网架工程施工,石油石化、市政设施、路桥护栏、公路交通工程施工;建筑装饰工程施工;体育场地设施工程施工交通格栅、铁路隔离网、建筑装饰、路灯、站牌、钢结构网架、家具、车船制造、城市管网、输油输气、摩托车保险杠、晾衣架、自行车车把等结构部件应用不锈钢复合管。不锈钢管:整个管都为不锈钢的较轻,承重能力没有复合管好,但是不容易生锈,不锈钢材质又分好几种200,201,300,301,304等,市场上一般为301材质,304的效果 ,其次301。不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越外表,以及碳素钢良好的抗弯强度及抗冲击性



众英金属科技有限公司经过几年的风雨历程和艰苦创业,由小到大,由弱到强,以质量求生存,靠诚信广交朋友,重视技术进步,大力开发新 河南新乡铸铁隔离栏杆立柱产品,形成了具有自我经营特色的系列产品和品牌优势。
公司产品销售全国二十多个省(市)自治区,无论是现在还是将来,我们都将以完美的 河南新乡铸铁隔离栏杆立柱服务赢得大家的信任,我们将始终保持着“品质优越、诚信为本”的理念,以先进的管理理念,科学系统的管理方法,灵活的机制,不断创新,与时俱进,继续为大家提供高质服务,众英金属科技有限公司热忱欢迎大家光临指导。


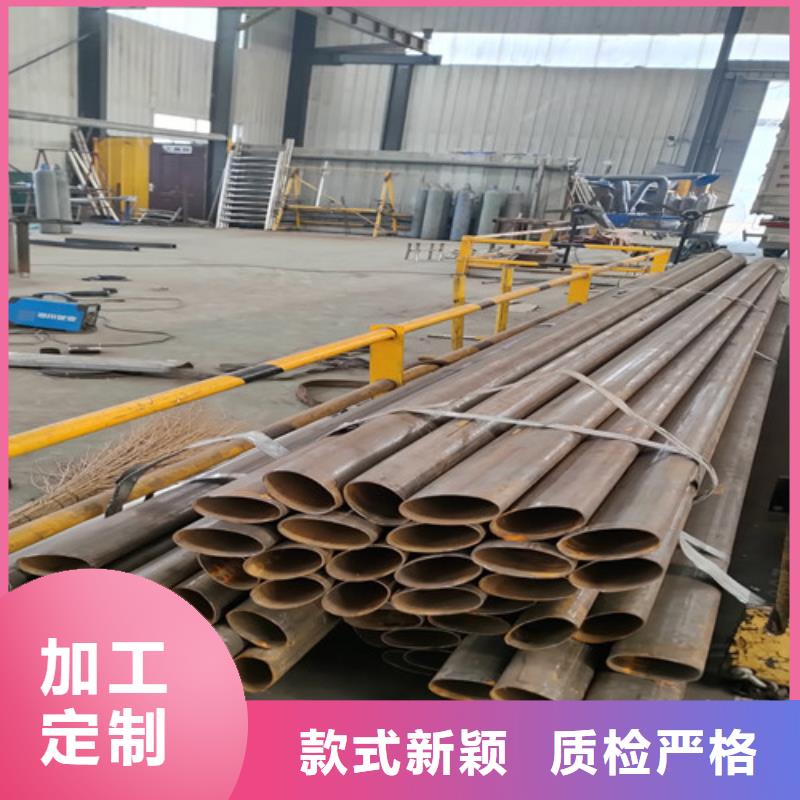
管道不锈钢复合管护栏焊接
一般都是气温不能低于0℃。 环境温度低于0℃高于零下20℃时,工件预热到15℃以后不锈钢复合管护栏焊接,如果低于零下20℃,停止不锈钢复合管护栏焊接。
5. 如果是不锈钢复合管护栏焊接熔池的话就要看材料来定:如不锈钢不锈钢复合管护栏焊接温度在1520℃~1570℃,碳钢是1450℃~1480℃。
熔池中液体金属的温度比一般浇注钢水的温度高得多,过渡熔滴的平均温度约在2300℃左右,熔池平均温度在1700℃左右。 可达2900多度。多层不锈钢复合管护栏焊接的时候,层间温度不能过高,不锈钢控制在120℃以下,普通的低碳钢控制在300~350℃以下。
7. 4分铜管不锈钢复合管护栏焊接相对大厚直径的铜管来说还是好不锈钢复合管护栏焊接的,如果是紫铜管可以用磷铜料,比如威欧丁202B的焊条进行不锈钢复合管护栏焊接,免焊粉,这个时候熔点温度700度左右,如果是黄铜管用威欧丁201-F的焊料不锈钢复合管护栏焊接,熔点温度在800度左右, 这个参考介绍可以参考专题:可以替代银焊丝解决铜焊/钢焊/铜与钢不锈钢复合管护栏焊接的VOD201



不锈钢复合管厂家主要的施工方法有几种碳素钢管是出来比较早的一种管类,因为碳素钢管一些本身因素制约。普通碳素钢管存在着易腐蚀、易生锈外形不美观、使用寿命短等缺点,但由于其整体强度及抗冲击性较差,且不锈钢中镍元素在我国严重缺乏,整体成本高,费用昂贵。所以说碳素钢管在市场上的运用变慢减少慢慢被1、工艺流程施工准备→放样→下料→焊接安装→打磨→焊缝检查→抛光。2、主要施工方法:⑴、施工前应先进行现场放样,并计算出各种杆件的长度。 ⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。 ⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。 ⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。 ⑸、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。