



简约设计,不简单内涵。观看我们的中压PE燃气管产品值得拥有产品视频,用少的话语传达真实的产品价值。
以下是:中压PE燃气管产品值得拥有的图文介绍

润星电力管材有限公司自成立以来一直秉承“品质、专业、诚信、热忱”的经营理念,致力于打造满足客户需求的准确、方便、迅捷、可靠的 陕西西安PE钢带增强螺旋波纹管企业。公司特别注重高科技研发团队的的建设,凝聚了一支多年从事 陕西西安PE钢带增强螺旋波纹管方面的研发和产品工程师,保证了产品质量的稳定性、可靠性。同时公司也建立了拥有丰富项目实施经验和技术过硬的售前、售后服务队伍,可以为用户提供的产品服务和技术解决方案。


经考试合格后方可上岗操作。对于中断聚乙烯燃气管道连接6个月以上,再次上岗前也应经过考试和技术评定;当使用的设备变化时,应针对该设备操作要求进行专门培训。聚乙烯燃气管道施工前应制定施工方案,确定连接方法、连接条件、焊接设备及工具、操作规范、焊接参数、操作者的技术水平要求和质量控制方法。直径在90mm以上的聚乙烯燃气管材、管件连接可采用热熔对接连接或电熔连接;对于直径小于90mm的管材及管件宜使用电熔连接,以保证焊接质量。聚乙烯燃气管道和其他材质的管道、阀门、管路附件等连接应采用法兰或钢塑过渡接头连接。不同级别、不同熔体流动速率的聚乙烯原料制造的管材或管件,不同标准尺寸比(SDR值)的聚乙烯燃气管道连接。
必须采用电熔连接。聚乙烯燃气管道连接宜在环境温度–5~45℃范围内进行。当环境温度低于–5℃或在大风条件下施工时,应采取防风保温措施,或按产品说明书的要求调整连接工艺,采取管端封堵或延长加热时间等措施。聚乙烯燃气管道连接前,应核对欲连接的管材、管件规格、压力等级是否正确;检查管材表面是否有磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应局部予以切除后方可使用。聚乙烯燃气管材、管件存放处与施工现场温差较大时,连接前应将管材、管件在施工现场存放一定时间,使其温度和施工现场温度接近。聚乙烯燃气管道安装过程中,可对接头抽样,按管家现行标准《燃气用埋地聚乙烯管件》GB15558.《长期恒定内压下热塑性塑料管材耐破坏时间的测定方法》GB/T6111进行短静液压试验。
检验接头的可靠性;连接结束后,应进行外观质量检查,不合格的必须返工,并重新进行外观质量检查,直到合格为止。管材、管件从生产到使用之间的存放时间不宜超过1年。存放期限超过1年的管材、管件必须重新抽样检验合格后方可使用。(二)、聚乙烯燃气管道热熔连接热熔对接设备应满足以下条件。1)、热熔对接焊机的加热板板面温度应均匀,允许偏差为设定温度的±5℃,并定期检测板面实际温度。2)、热熔对接焊机的系统压力显示分度值不应大于0.1MPa,并定期予以校核。3)、机架上活动夹具的移动速度应均匀、平稳。热熔对接应符合以下规定。1)、每次进行热熔连接前,应管端内外的污物和加热板表面的附着物;2)、管材管件连接时应对正。
必须采用电熔连接。聚乙烯燃气管道连接宜在环境温度–5~45℃范围内进行。当环境温度低于–5℃或在大风条件下施工时,应采取防风保温措施,或按产品说明书的要求调整连接工艺,采取管端封堵或延长加热时间等措施。聚乙烯燃气管道连接前,应核对欲连接的管材、管件规格、压力等级是否正确;检查管材表面是否有磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应局部予以切除后方可使用。聚乙烯燃气管材、管件存放处与施工现场温差较大时,连接前应将管材、管件在施工现场存放一定时间,使其温度和施工现场温度接近。聚乙烯燃气管道安装过程中,可对接头抽样,按管家现行标准《燃气用埋地聚乙烯管件》GB15558.《长期恒定内压下热塑性塑料管材耐破坏时间的测定方法》GB/T6111进行短静液压试验。
检验接头的可靠性;连接结束后,应进行外观质量检查,不合格的必须返工,并重新进行外观质量检查,直到合格为止。管材、管件从生产到使用之间的存放时间不宜超过1年。存放期限超过1年的管材、管件必须重新抽样检验合格后方可使用。(二)、聚乙烯燃气管道热熔连接热熔对接设备应满足以下条件。1)、热熔对接焊机的加热板板面温度应均匀,允许偏差为设定温度的±5℃,并定期检测板面实际温度。2)、热熔对接焊机的系统压力显示分度值不应大于0.1MPa,并定期予以校核。3)、机架上活动夹具的移动速度应均匀、平稳。热熔对接应符合以下规定。1)、每次进行热熔连接前,应管端内外的污物和加热板表面的附着物;2)、管材管件连接时应对正。



PE管的法兰连接,将相同压力等级的活套钢法兰片套在管道上,塑料法兰头和管材的连接可采用电熔连接和热熔连接。连接管材长度应,当紧固螺栓时,不应使管道产生轴向拉力,校直两对应的连接件,使连接的两片钢法兰片垂直于管道轴线,表面相互平行。PE管道接口处密封圈,采用耐热、、耐老化的弹性垫圈,应使用相同规格的螺栓,安装方向一致。螺栓应对称紧固,紧固好的螺栓应露出螺母之外,宜齐平,法兰连接部位应设置支、吊架。
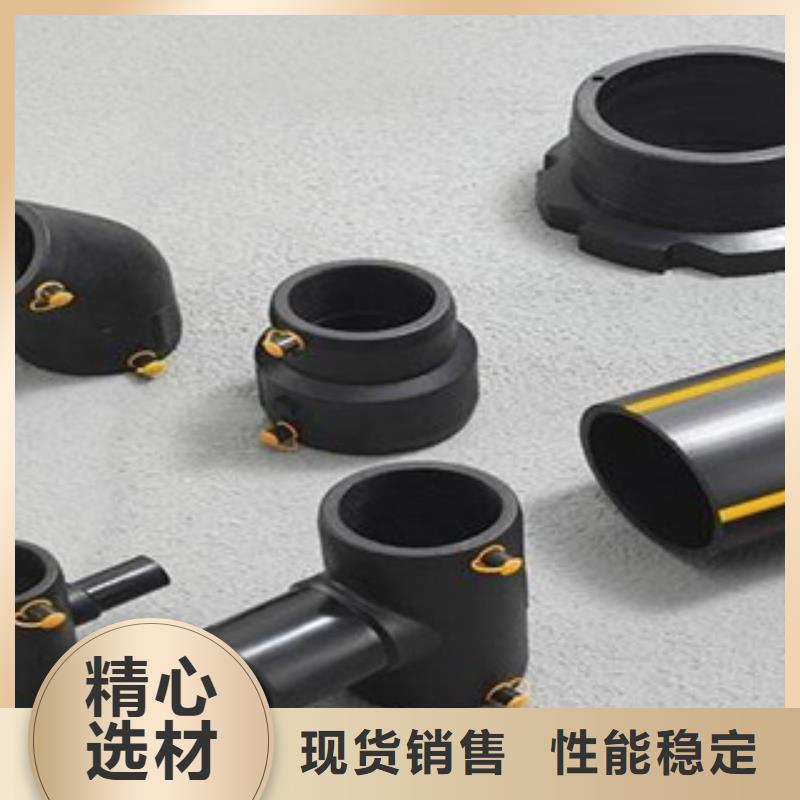
PE管钢塑转换连接。产品品种:丝扣式和焊接式。产品特点:塑料端采用优质进口PE原料生产,钢管端选用符合国标要求的材料,采用喷塑防腐处理,以确保与PE管道达到相同使用寿命。PE端采用电熔式热熔对接连接,钢管段与钢管采用焊接,焊接时应注意采取降温处理。丝扣连接:与相同规格的内丝或外丝连接。
PE燃气管电熔连接:管材或管件的连接部位插入內埋电阻丝的专用电熔管件内,通电加热,使连接部位熔融,连接成一体的连接方式。适用于32-315管材连接。电熔连接中需要焊机输出电压稳定,符合连接要求,管件与PE燃气管连接操作规范,焊机与电熔管件的连接要正确。
测量并用记号笔在管材上标插入管件的深度或焊接区域(如鞍型管件)注意管材端面垂直于轴线截开。PE管焊接前必须将焊接区的氧化层完全,管材与管件的焊接表面必须 干净 干燥 无油污。将管材焊接端插入接口至管件的限住肩或主管材上的标记深度,管件必须在无应力条件下与管材安装在一起,将焊机插头接入管件插孔,准确输入管件上标定的焊接时间和冷却时间。或直接扫描条形码输入焊接参数。准备工作就绪后,按确认键,焊机会再次显示焊接参数,完全确认后,再按启动键开始焊接,焊接结束后会自动报警提示,焊接程序结束。
由于各个场地条件的不同,会导致移动夹具(包括拖动PE 管) 的摩擦阻力各不相同。在实际施工中应考虑这个摩擦阻力,它与工艺参数压力(说明书中规定的压力) 叠加在一起得到实际使用压力。管材在夹具中夹好后,慢慢移动夹具,此时测得的力为拖拉力,可由压力表读出,做好记录。正常情况下预热时间约为20 分钟,加热板温度达到设定值后,放入机架,施加压力Pa1 (即拖拉力和说明书中规定的压力之和) ,直到两边小卷边达到规定宽度时压力减小到规定值Pa2 (使管端面与加热板之间刚好保持接触) ,进行吸热,见图3。吸热时间满足后,退开活动架,迅速取出加热板,然后合拢两管端。切换时间(tu) 应尽可能短,不能超过规定值。冷却到规定的时间后,卸压,松开卡瓦,取出连接完成的管材,用笔在焊口处标明编号和焊工标记,准备下一接口的焊接。如图4 为焊接完成后的效果图。
PE管钢塑转换连接。产品品种:丝扣式和焊接式。产品特点:塑料端采用优质进口PE原料生产,钢管端选用符合国标要求的材料,采用喷塑防腐处理,以确保与PE管道达到相同使用寿命。PE端采用电熔式热熔对接连接,钢管段与钢管采用焊接,焊接时应注意采取降温处理。丝扣连接:与相同规格的内丝或外丝连接。
PE燃气管电熔连接:管材或管件的连接部位插入內埋电阻丝的专用电熔管件内,通电加热,使连接部位熔融,连接成一体的连接方式。适用于32-315管材连接。电熔连接中需要焊机输出电压稳定,符合连接要求,管件与PE燃气管连接操作规范,焊机与电熔管件的连接要正确。
测量并用记号笔在管材上标插入管件的深度或焊接区域(如鞍型管件)注意管材端面垂直于轴线截开。PE管焊接前必须将焊接区的氧化层完全,管材与管件的焊接表面必须 干净 干燥 无油污。将管材焊接端插入接口至管件的限住肩或主管材上的标记深度,管件必须在无应力条件下与管材安装在一起,将焊机插头接入管件插孔,准确输入管件上标定的焊接时间和冷却时间。或直接扫描条形码输入焊接参数。准备工作就绪后,按确认键,焊机会再次显示焊接参数,完全确认后,再按启动键开始焊接,焊接结束后会自动报警提示,焊接程序结束。
由于各个场地条件的不同,会导致移动夹具(包括拖动PE 管) 的摩擦阻力各不相同。在实际施工中应考虑这个摩擦阻力,它与工艺参数压力(说明书中规定的压力) 叠加在一起得到实际使用压力。管材在夹具中夹好后,慢慢移动夹具,此时测得的力为拖拉力,可由压力表读出,做好记录。正常情况下预热时间约为20 分钟,加热板温度达到设定值后,放入机架,施加压力Pa1 (即拖拉力和说明书中规定的压力之和) ,直到两边小卷边达到规定宽度时压力减小到规定值Pa2 (使管端面与加热板之间刚好保持接触) ,进行吸热,见图3。吸热时间满足后,退开活动架,迅速取出加热板,然后合拢两管端。切换时间(tu) 应尽可能短,不能超过规定值。冷却到规定的时间后,卸压,松开卡瓦,取出连接完成的管材,用笔在焊口处标明编号和焊工标记,准备下一接口的焊接。如图4 为焊接完成后的效果图。


