



为了给您提供更的珩磨气缸筒产品信息,解锁珩磨气缸筒产品新体验,视频带你玩转每个细节!
以下是:珩磨气缸筒的图文介绍


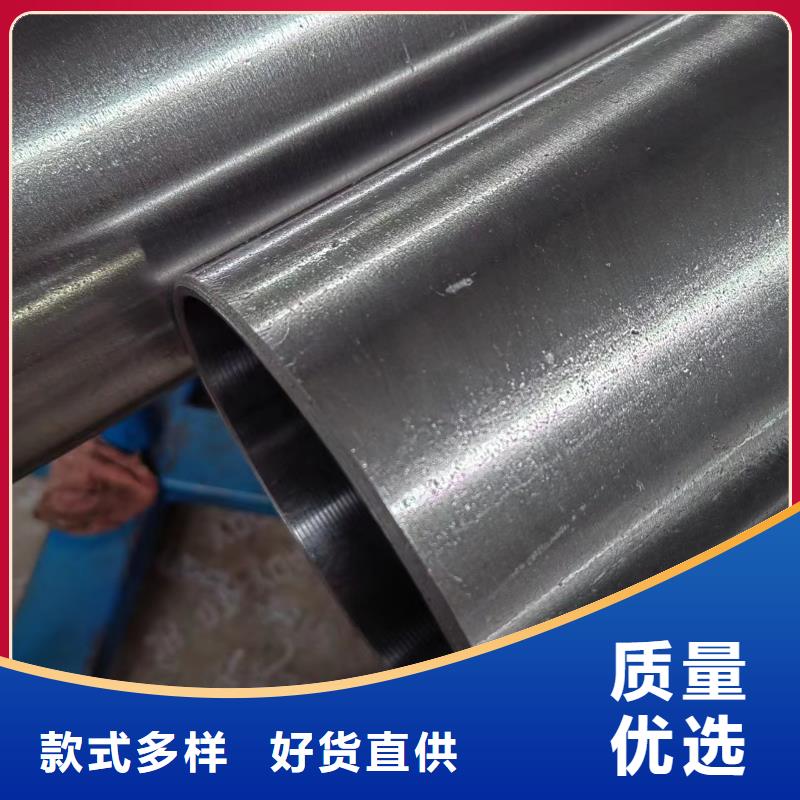
华尔网珩磨管油缸管绗磨管油缸管结构及技术要求介绍油缸管结构及技术要求介绍滚压管
1、 结构分析:
1、 φ50mm×770mm本身的圆度公差为0.005mm。
2、左端M39×2-6g螺纹精密油缸钢管φ50mm中心线同轴度公差为φ0.05mm。
3.1:20锥轴与精密油缸钢管φ50mm中心线的同轴度公差为φ0.02mm。
4.1:20锥面本身的圆跳动公差为0.005mm。5.1:20锥面着色检查,接触面积不小于80%。
5、 φ50mm×770mm表面氮化,氮化层深度0.2~0.3mm,表面硬度62~65hrc。



安达液压机械有限公司专业经营 广西梧州珩磨管加工厂20余年。公司理念:用心经营,让生活更美好。在售主营商品有: 广西梧州珩磨管加工厂。 欢迎全国各地朋友洽谈合作,全国各地支持厂家直发,节约了大量的运输成本,真正实现了互利共赢,量大物流免费送货上门。


华尔网珩磨管油缸管绗磨管热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
1、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2、绗磨管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。
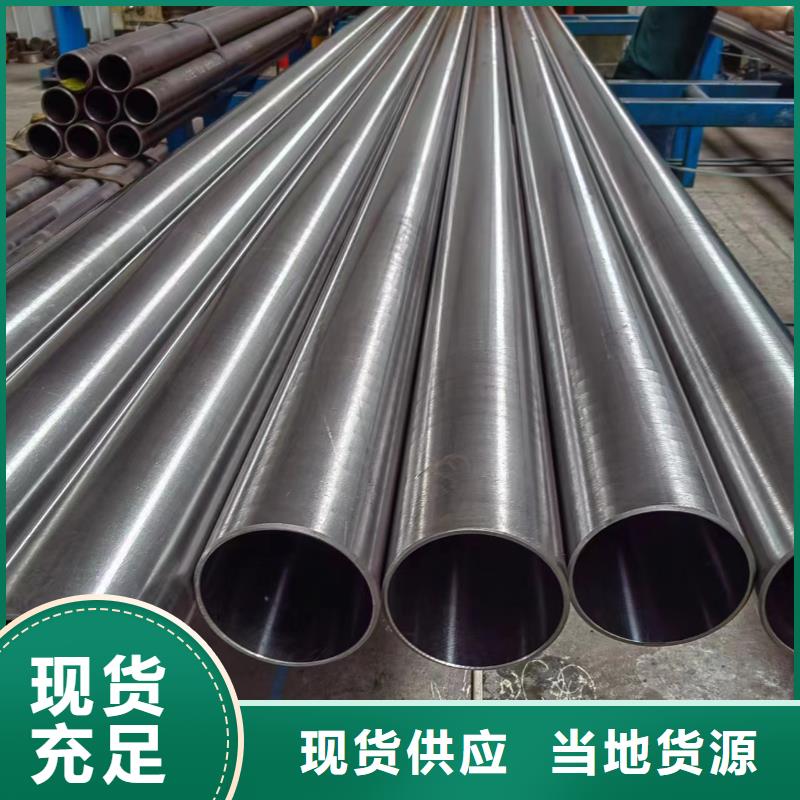
绗磨管的特点
1.外径更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
尺寸精密,强度高,表面质量好,承受高压;内壁无氧化层、内孔光洁无划痕滚压管



jiuye

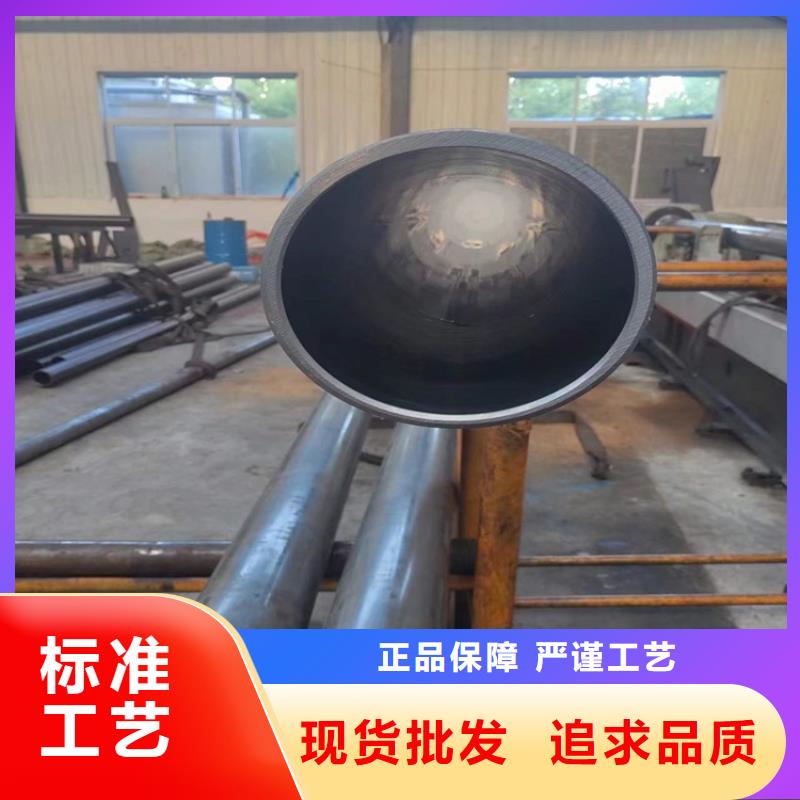
华尔网珩磨管油缸管绗磨管 珩磨管淬火开裂与工件的形状有密切的关系,钢件形状影响珩磨管淬火应力的大小和分布。工件上的缺口、尖角、沟槽、孔穴及断面急剧变化的部位都是珩磨管淬火内应力集中处,是断裂的危险部位。 加热不当 工件在热处理时的加热温度、保温时间和加热设备(炉内气氛)等均能成为珩磨管淬火裂纹的诱因。珩磨管淬火加热温度愈高,淬裂倾向愈大。珩磨管淬火温度升高,加热保温时间延长,使奥氏体晶粒长大,则珩磨管淬火马氏体粗化、脆化,断裂强度降低,这是淬裂倾向增大的根本原因。不容易发生淬裂的加热炉是真空炉,其次按电炉、盐浴炉、火焰炉的顺序排列易于产生珩磨管淬火裂纹。重油炉、燃煤炉等火焰炉是容易发生淬裂的炉型。滚压管
