
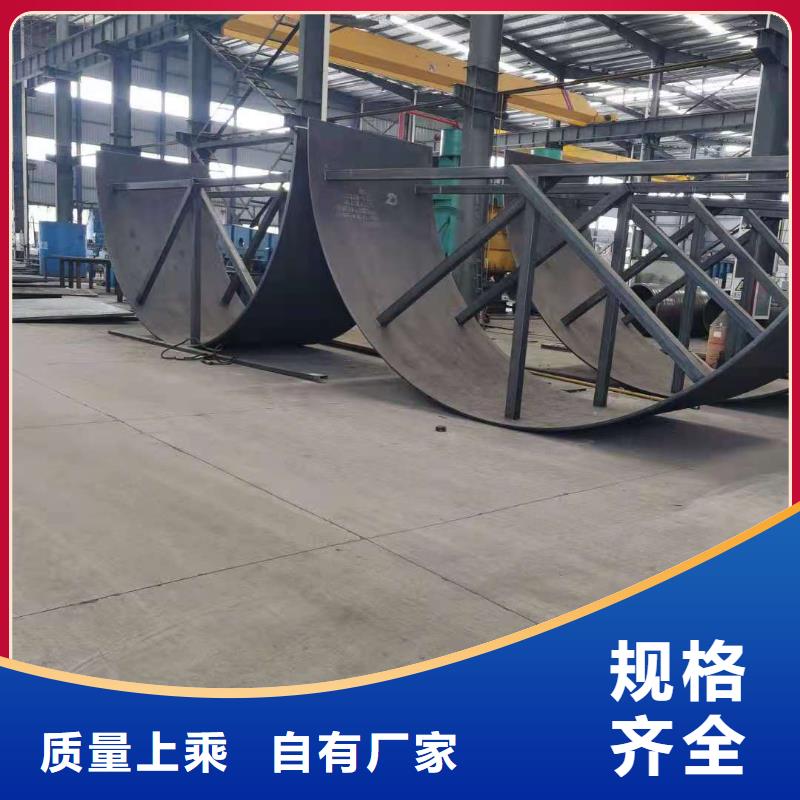


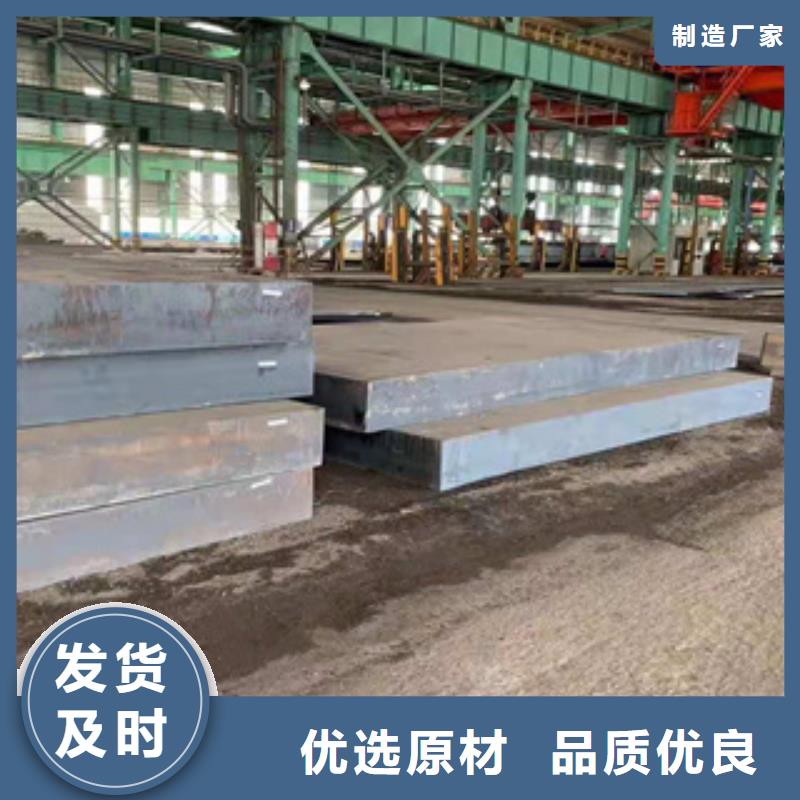


想一睹65Mn钢板厚度标准产品的真实风采吗?我们的现场实拍视频将带您亲临现场,带你全方位感受65Mn钢板厚度标准产品的独特之处!
以下是:65Mn钢板厚度标准的图文介绍

武威鑫邦源特钢有限公司成立于2007年,拥有自主研发生产等部门,为不断满足 合金钢管市场与客户的需求,公司不断引进专业的研发人才及先进的生产设备。可按客户要求研发生产各系列 合金钢管产品。为保证产品品质,公司制定有一系列完整的生产工艺规范,及对所有供应商与物料都有严格的甄选与管控制度。以限度从源头管控品质,确保所有物料及工艺均符合相关的标准要求。公司的目标就在于通过持续提供新产品响应市场需求,坚持以“诚信为本,以质取胜”的经营理念,奉行“客户至上”的经营方针,已得到客户广泛的认同和信任。竭诚为广大新老客户提供优质的 合金钢管产品、完善的服务,而保持行业地位。


但焊接熔池结晶与一般的钢板结晶相比有如下特点。熔池体积小,冷却速度快焊接熔池的尺寸形状取决于焊接方法、耐磨衬板热物理性质和工艺参数,典型的熔池形状是一个半椭球状。一般焊接电流增大时,熔池的深度随之增大,而熔宽相当减小;焊接电弧电压增大时,熔深减小而熔宽相对增大。 焊接速度增大时,整个熔池体积减小,并呈细长状。焊接热输入增大时,熔池长度也随之增大。除了电渣焊外,一般焊接方法的熔池质量不超过100g,体积是很小的;而且熔池周围又被冷金属包围,因此熔池的冷却速度快,平均冷却速度约为4-100℃/s。 熔池温度分布不均匀,液态金属处于过热状态熔池前部和中心处于过热状态,发生耐磨衬板的熔化;熔池后部温度较低,熔池底部接近耐磨衬板的熔点。熔池的平均温度一般超过钢板的熔点200-500℃。焊接热输入越大,熔池的平均温度越高,熔池的过热度越大。 熔池处于不断运动状态,熔池存在时间短焊接熔池中的液态金属始终处于运动状态。由于熔池随热源作同步运动,熔池前部熔化的同时,熔池后部也在凝固。即熔池各部位或整个熔池停留于液态的时间极短,熔池凝固速度是相当快的。




复合耐磨板是一种用薄钢带卷成圆形钢板或异形截面钢板,并在其中填满一定成分的药粉,或在焊接钢板或无缝钢板中填满药粉,经拉拔制成的一种焊丝。复合耐磨板的电弧焊是利用连续送进的、可熔化的耐磨板与焊件之间的电弧所产生的高温,进行焊接的熔焊方法之一。 耐磨板电弧焊的电弧特性,基本上与熔化极气体保护焊相同;其熔滴过渡形式亦可为过渡、滴状过渡或纯短路过渡。耐磨板气体保护电弧焊复合耐磨板气体保护电弧焊与通常的熔化极气体保护焊的主要区别就在于耐磨板上,它除了采用辅助的外加保护气体以外,还有耐磨板熔化时产生的气体和熔渣的保护。 两种工艺所需的设备,包括焊在内,基本上是相同的。自保护耐磨板电弧焊这种方法与上述的复合耐磨板气体保护电弧焊的区别,主要是不用外加的辅助保护气体,依靠药芯熔化时产生的气体和熔渣保护熔滴和熔池。因此,这种方法称为自保护耐磨板电弧焊,所使用的焊丝称为自保护耐磨板。 自保护与辅助气体保护方法的区别还在于焊的形式和焊丝伸出长度。自保护方法中的焊丝伸出长度较长,有利于较高的熔敷速度,这是因为焊丝伸出部分较长而被电流预热得更好。自保护焊的焊,也可以与通常的熔化极气体保护焊焊相同,只是不通保护气而已目前国内多采用此种方式,因其方便而易行。



