
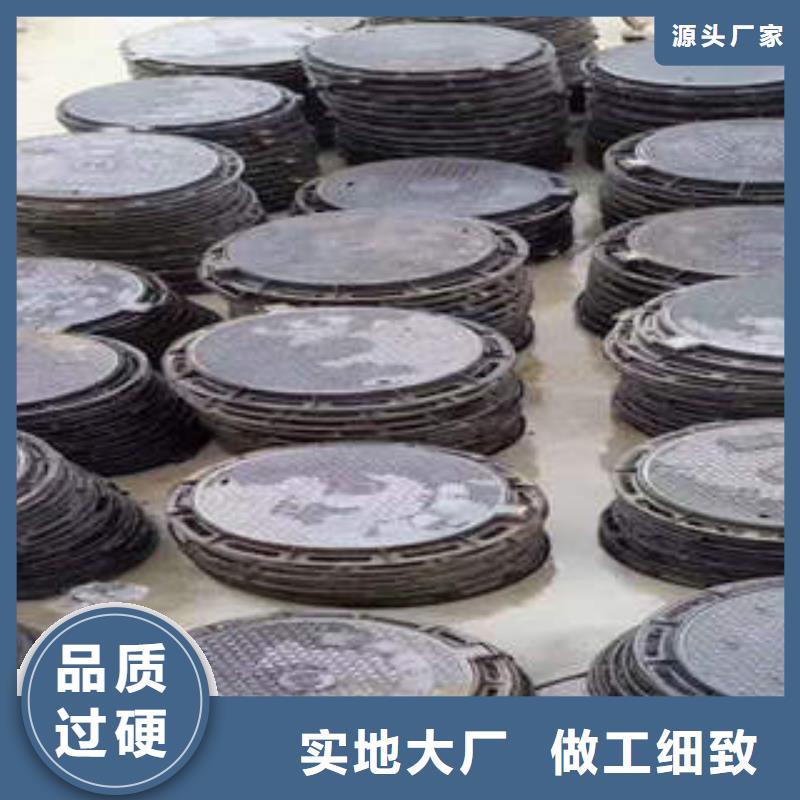



我们的现场实拍视频将带您走进万宁市球墨铸铁井盖产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:万宁市球墨铸铁井盖的图文介绍


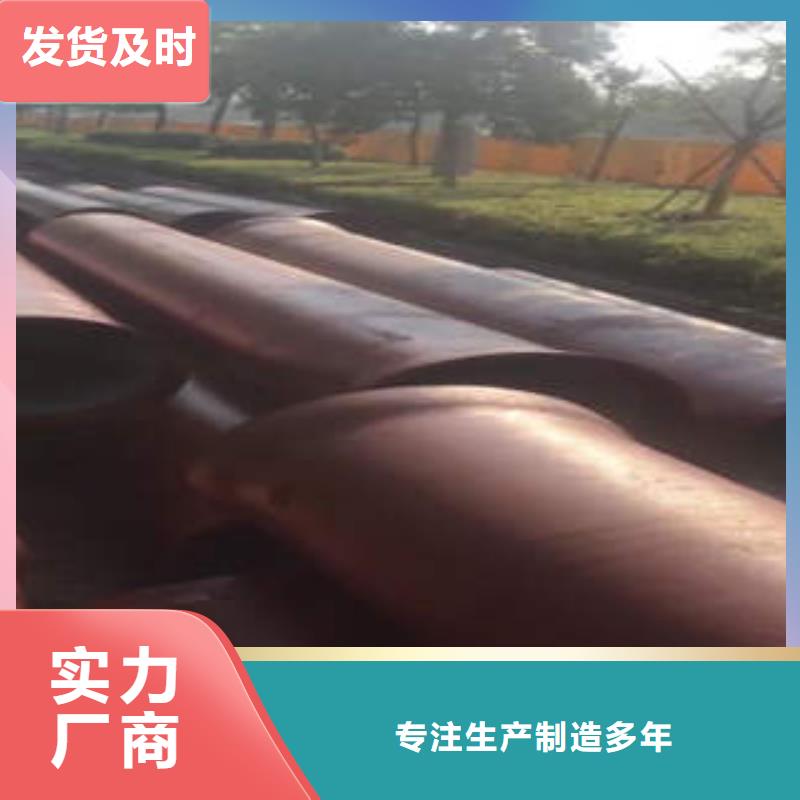
球墨铸铁管的耐腐蚀和韧性有了很好的,重量比普通的铁管要轻,管道的壁厚相比要薄一些,安装工人更加方便的安装,如今
球墨铸铁管不仅在国内有了很好的应用,在国外能够销售出去,国标球墨铸铁管至于球墨铸铁管是如何锻造的:在较高的耐火性和良好的绝热性条件下,高温铁水直接作用于涂层表面,因此在浇注的瞬间,涂层表温度达到1200-1300摄氏度,在此状态下涂料性能应保持稳定,球墨铸铁管不得出现熔融,分解,软化等现象。如果想要购买球墨铸铁管的话可以直接通过网站上的联系方式与我们沟通。球墨铸铁管具有原料简单易得,价格便宜,涂料易雾化,国标球墨铸铁管成分均匀,不易沉淀,不易堵塞 管道及喷嘴等特点,以通过降低生产成本而且保证较好的喷涂性能。 金属在冶炼过程中产生的球墨铸铁管疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同材料的铸件。



君杰钢管有限公司应对全球化的经济发展,以先进的管理理念,及时的信息,努力为 湖北万宁市小口径冷拔管客户提供便捷,有效的资源。公司发扬以优质的服务为目标,靠诚实守信获双赢的经营理念,坚持以人为本的企业文化,推崇“尊重个人,服务客户,追求卓越”的原则,凭借创新领导管理层,稳定的员工队伍,完善的管理制度,与快速发展的企业信息化建设,与客户建立长期的合作关系。


把表面涂平滑并且加上一些水或覆盖一层湿布,以防水泥干得太快而产生裂纹。心球墨铸铁管的喂线球化工艺是个什么工艺,应该如何做试验,应该如何试验研究呢?今天小编就给您详细介绍一下应该如何试验。 喂线法是将包有合金元素的包芯线直接插到铁液中,生产球铁,喂线机可以预置喂线速度喂线长度等参数,整个球化处理过程可以完全自动化。针对喂线球化中喂线速度铁液成分与喂丝量之间的关系,球化温度包芯线的性能以及球化污染状况等进行了试验。试验工艺流程喂线试验工艺流程。喂线工艺流程Fig Schematic of wire feeding process喂线球化丝线为φ mm,外包皮用厚度为0 mm的低碳薄带钢制作,内含球化材料,它是以螺旋卷状形式供应的。喂线机能把丝线按照一定的速度长度供给球化包。当喂线机速度和长度调整好以后,把盛有加热好铁液的球化包用平板小车运至球化包盖下,盖上包盖,操作喂线机,球化开始。包盖的作用是将球化过程中辐射出的强烈光线遮挡住,并能在很大程度阻止球化时散发热量,以减少球化温差。喂线完毕,待反应结束后,提起包盖,将球化包送出。若球化后取样,快速分析其成分不合格,还可以在短时间内补加丝线。



管原料量差,存在裂缝或管壁部分混凝土松懈,抗渗能力差,简单发生漏水。 管道接口填料及施工质量差,在外力作用下接口开裂,其办法:a选用质量杰出的接口填料并按实验配 合比和合理的施工工艺安排施工。b接口缝口要洁净,对水泥类填料接口还要预先湿润,而对油性的则预先枯燥后刷冷根柢油,再依照施工操作规程仔细施工。 查看井施工质量差,井壁和与其连接收的联系处渗漏。其办法:a查看井砌筑砂浆要,勾缝要全部,不遗失;b与查看井连续的管外外表应先湿润且均匀刷一道水泥砂浆,并座浆就位后再做好表里抹面,以防渗漏。 闭水段封口不密实,又因其在井内而常被无视,若是选用砌砖墙封堵时,应注意做好以下几点:a砌堵前应把管口00ram左右范围内的管内壁清洁洁净,涂刷水泥素浆一道,一起砌堵用砖应充沛湿润。b砌堵砂浆强度应不低于M,且应具有杰出的稠度。c勾缝和抹 面用的水泥砂浆强度应不低于Ml。管径较大时应表里双面抹灰,较小时可只做单面勾缝或抹面。抹面应按五层防水施工法施工。d条件答应的情况下可在查看井砌筑之前进行封砌,以利保证质量。e预设排水孔应在管内底处以便排干和实验时查看。 闭水实验是对管道施工和资料质量进行全部的查验,其间不免呈现三两次不合格现像。这时应先在渗漏处逐个做好符号,排干管内水后要进行仔细处置。处置后再做实验,如此重复进行直至闭水合格停止球墨铸铁管与聚乙烯管的比较管网阻力系数小不结垢,在长期使用的情况下,节省大量运行能耗,具有一定的经济效益;


由此可知,宽凝固温度范围,糊状或海绵网络状凝固方式的合金容易产生热裂。随着凝固温度范围的变窄,合金的热裂倾向变小,恒温凝固的共晶成分的合金不容易形成热裂。热裂形成于铸件凝固时期,但并不意味着铸件凝固时必然产生热裂。主要取决于铸件凝固时期的热应力和收缩应力。铸件凝固区域固相晶粒骨架中的热应力,易使铸件产生热裂或皮下热裂;外部阻碍因素造成的收缩应力,则是铸件产生热裂的主要条件。处于凝固状态的铸件外壳,其线收缩受到砂芯型砂铸件表面同砂型表面摩擦力等外部因素阻碍,外壳中就会有收缩应力(拉应力,铸件热节,特别是热节处尖角所形成的外壳较薄,就成为收缩应力集中的地方,铸件容易在这些地方产生热裂。 热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫磷含量高;铸件开箱落砂过早,冷却过快。在铸造合金家族中,各类铸造合金的发展取决于其优势的发扬和劣势的抑制。铸铁 与铸钢有色合金相比,铸造性能较,。因此,铁液的利用率高,产品的适用面广在材质竞争中,提高铸铁的强度增加强韧性内在缺陷,对于减轻铸件重量,延长服役期,节约材料是非常重要的。为了保证铸铁性能的可靠性和稳定性,首先必需有良好的铁液质量。因此,一定要做好炉前处理! 脱硫铁液脱硫可减少球化剂用量和铸件中硫化物夹渣的数量。发达 球铁生产几乎全部采用脱硫工艺,要求脱硫后S≤00%,我国条件下,目标位为S≤00%,锡柴和常柴可达到S≤00%。 包底NaCO冲入法处理,方法简便但脱硫率低,效果不稳定,处理时烟尘污染环境,对咽喉有刺激性。在规模生产的球铁车间,宜将脱硫剂置于液面,采用机械搅拌法摇包法或气动搅拌法进行脱硫。其中气动法较为简单,动力消耗少,为流行。气动脱硫装置可设于前炉上游,进行连续脱硫,亦可在炉前单包间断脱硫。气动源多为N。 脱硫剂分CaC系和CaO两大类。CaC脱硫效果好,可将硫由00~00%降至00%以下,浮渣呈颗粒状易于去除,只是它的价格贵熔点高,又碍于运输和保管,故限于近点供应。CaO系使用较为普遍。无论是那一系脱硫剂,都应具有抗潮防爆的特性。活性CaO经表面成膜处理,并加添加剂制成的复合脱硫剂,不受潮,去硫效率高,气动法脱硫,脱硫率在0~90%。产量不大的工厂,单包冲入法脱硫应采用低熔点复合脱硫剂,脱硫率为0~0%,此时脱硫渣呈熔融状。气动脱硫后,铁液进入感应炉提温。



