

一分钟的时间,对于了解我们的304不锈钢复合管货源充足产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:304不锈钢复合管货源充足的图文介绍
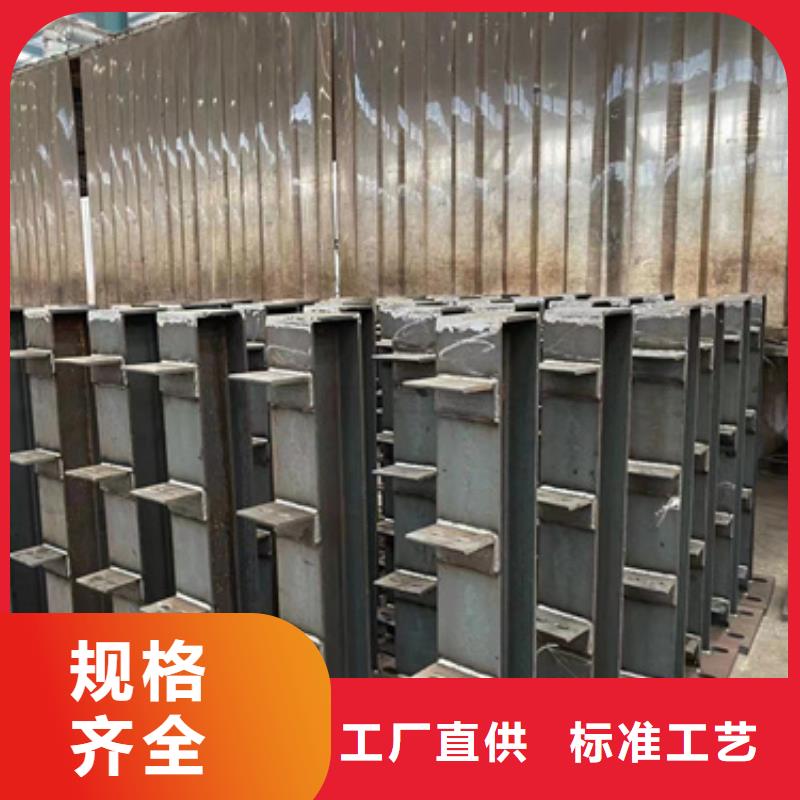
产品规格:浸塑丝经5--5mm,网孔60mmx60mm四周双边丝,尺寸:2300mmx3000mm,立柱:60mm/2mm钢管浸塑处理,边框:无附件:防雨帽、连接卡、防盗螺栓,连接方式:卡接产品优点:网格结构简练、美观实用便于运输,安装不受地形起伏限制,是对于山地、坡地、多弯地带适应性极强。 公路护栏是为了更好的维持交通秩序,如何延长使用寿命呢如何防腐呢为了大家的,来了解一下吧:公路护栏具有美观、实用、方便运输和安装;地形适应性强,与立柱连接位随地面起伏可上下;横向四道折弯加强筋,在整体成本增加不多的同时,使网面强度和美感显著增加,是目前国内之一。 进行浸塑是防腐的方法之一,现在国内比较成熟的作法是:粉末浸塑法,它起源于流化床法,所谓的流化床初是在温克勒气体发生炉上应用于石油分解,进而了固气两相工艺,后逐渐用于金属涂塑方面。所以有时仍叫“流化床包覆法”,实际过程是把粉末涂料加入底部多孔透气的容器(流动槽)中,由鼓风机从下送入经过处理的压缩空气,使粉末涂料达到“流化状态”。 成为均匀分布的细散粉末。bc段说明流化床内粉层,其高度(I)随着气体速度的增大而增加,但床内压强(△P)并不增大,在一定范围内变动流速而不影响流体所需的单位功率,这是流化床的特征,正是利用这一特点来进行涂装工艺实施的。



公路隔离栅材质必须选用性好、片。大部分公路隔离栅,都是经过拉丝或是处理后的,具有一定的耐腐、使用特性。市场占有率较为好的的材质有PVC隔离栅、低碳钢丝隔离栅、镀锌丝隔离栅。另外,这些材质经过一定的编织、加上立柱的安装,更加可靠。 可以在众多建筑物群体、高速公路两侧安装使用。针对些已经发生破损、腐蚀程度较为严重的出入口公路隔离栅地段,应当及时更换,严重变形的产品更是不能长久的使用在高速公路两侧。建议在出入高速路口当中,应当注意避让进出入车辆,避免发生碰撞,也是对于高速公路隔离栅有效的保养、方式。 如何防腐呢为了大家的,请您来了解一下吧:具有美观、实用、方便运输和安装地形适应性强,与立柱连接位随地面起伏可上下;横向四道折弯加强筋,在整体成本增加不多的同时,使网面强度和美感显著增加,是目前国内之一。 主要市场、铁路封闭、生活区围栏、区隔离栅表面处理采用优质粉料,产品造型精美,镀膜均匀、光洁、色彩、镀层牢固、防酸碱腐蚀、抗老化性能好,10-15年镀层不会自行退色、脱落,冲洗后光亮如新、使用寿命长,免于,是金属涂漆、镀锌或静电喷涂制品的换代产品。



聚晟护栏制造有限公司主要生产 内蒙古乌海栈道栏杆厂家等系列。几年来,公司不断强化经营管理制度,以科技为先导,以质量求生存,坚持以人为本,科技创新的战略理念,坚持以质取胜,凭借规范的管理高素质的员工队伍和质量管理体系及完善的售后服务,为公司的持续发展打下了坚实的基础。公司聚集了一批具有良好创新能力、新颖知识结构、强列团队精神的机械、软件、管理人才,使公司的能力、管理水平、服务意识,始终处于水平。与时俱进,新高。严格的管理、良好的信誉和尽善的售后服务赢得了广大用户的高度赞扬与好评。诚信是金。人无信不立,商无信不远,站在发展的角度,坚持走诚信之路,更把这种经营理念贯穿于生产工序中,以质量赢得信誉,以信誉创造奇迹,正是由于这种信念使我们的产品达到了近乎于零的返修率。本着以质量拓市场,以信誉赢客户的宗旨,不断增强自身实力,完善内部机制,时刻参与市场竞争;以更精湛的技术,服务奉献给广大用户。我们竭诚欢迎广大客户前来参观指导、协商洽谈,我们愿与您携手并进,共续辉煌!


不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。


