





不要错过这部精心制作的全自动钢筋锯床生产厂家产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:全自动钢筋锯床生产厂家的图文介绍

接头采用等强直螺纹连接技术进行施工,镦粗机采用LD800型号,根据行业标准要求镦粗压力根据钢筋的直径有关取不同的压力,如Φ28钢筋则取24~26MPa,用高压油泵并经过标定自身带有压力表,主要将钢筋端头镦粗至标准的油表读数要求压力即可,用眼睛可直接判断,在每批钢筋加工前作镦头试验,以镦粗量合格为标准来调整***镦粗压力和缩短量。(二)切削直螺纹(采用砂轮切割机进行)。设备介绍:数控钢筋端面铣平机是我公司自主研发的针对钢筋直螺纹连接丝口处理一款高性价比机器。本机以钢筋平面处理,确保钢筋端面平直一致;提高钢筋抗拉强度,施工速度快,效率高,保证工程质量。为了进一步提率前后两端端铣设备,在使用时架体上可以放置多根的螺纹钢,在前端加工完成后,后端的加工设备开始加工处理;对于两台设备而言均不会存在等待时间。
调换与滚丝轮螺距相适宜的垫圈,以保证螺距的正确性,螺距与垫圈厚度的关系见表二。


3、 锯架:为板焊件,用以安装联接主传动装置、锯带张紧机构及锯带导向机构。
4、 主传动:主传动采用蜗轮传动方式,它是由主电机、蜗轮箱及锯轮组成,主要用于传递扭矩,驱动带锯条回转,以实现切削运动,通过皮带轮上的皮带,可以变换实现三档切削速度,以适用不同材质工件的切削要求。
5、 锯带张紧机构:由从动轮、张紧座、丝杆和滑块组成,可通过扳手转动丝杆,以移动滑块带动锯轮来实现带锯条的张紧,使带锯条和锯轮轮缘之间形成一定的压力,产生足够的摩擦力来带动带锯条作旋转运动。
锯带导向机构:由导向座、导向杆、导向头、导向块、背部合金座及合金片组成,带锯条通过导向头,以达到带锯条保持其无扭
1、 曲的原始状态;背部合金座和合金片与带锯条的背部和侧面紧紧相贴,将带锯条摩擦降低到 限度;导向杆安装在导向座中,可上下滑移,以适应切削不同厚度的胚件时,达到上、下导向头保持短的距离,使柔性的带锯条即增强了刚性,又得到了恰当的柔度,以延长带锯条的使用寿命。



建贸机械 有限公司经销批发的 浙江温州钢筋冷挤压机等畅销消费者市场,在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。本公司秉承“务实、客户为本”的企业精神,“诚信经营、共同发展”的经营理念,科学管理为先导,完善服务为重点,以合理的价格,良好的信誉,建立了庞大稳固的客户群,赢得广大客户的支持和信赖,在业界树立起良好的信誉和口碑。


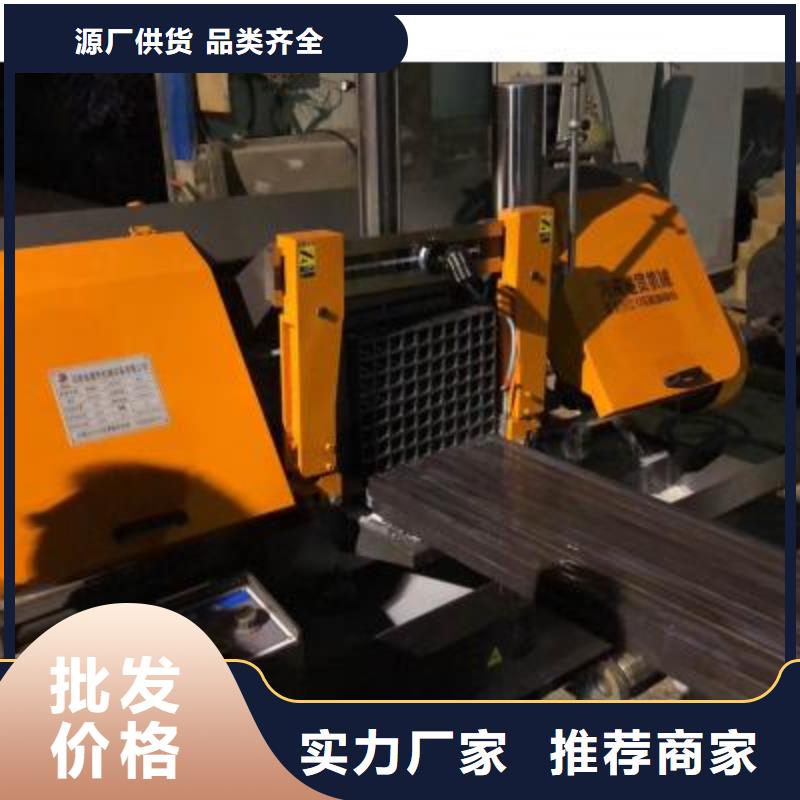
近年来随着科技的进步和发展很多的施工现场桩基钢筋笼越来越多的采用套丝搭接的方式进行,传统的焊接搭接慢慢的被淘汰。因而如何处理套丝搭接问题成为了很多施工方头疼的问题。数控钢筋锯切套丝打磨生产线是专门为处理套丝搭接问题而专门设计的一种数控钢筋加工智能化设备。带大家了解一下华尔网数控钢筋锯切套丝打磨生产线具体是如何处理套丝搭接问题的。1、数控钢筋锯切套丝打磨生产线首先对原材料钢筋进行定尺的锯切,在数控屏幕上设置需要锯切钢筋的长度,原材料钢筋使用行吊放到原材料放料架上等待锯切。2、原材料钢筋工人手动拨到运料轨道上,钢筋自动被运送到锯床进行锯切工作。3、原材料钢筋在锯床部位被锯切成指定长度后再通过运料轨道被运送到锯切完毕的半成品储料仓里等待套丝。4、半成品储料仓里的钢筋被一根一根的翻转到套丝轨道上,分别进行两个端头的套丝。5、两个端头套丝完毕的钢筋被翻转到打磨轨道上进行两个端头的打磨。6、两个端头打磨完毕的钢筋被翻转到成品储料仓里等待取用。由上可见,整个的生产流程中使用人工的地方非常少,因而数控钢筋锯切套丝打磨生产线越来越多的出现在了施工现场。很多的施工方有刚开始的不接受到后来的慢慢喜欢。数控钢筋锯切套丝打磨生产线越来越受到欢迎。在此向施工方要说明的是锯切套丝打磨生产线是对原材料钢筋的两个端头进行处理,而并非是对已经做好的笼子成品进行处理。而且数控钢筋锯切套丝打磨生产线也存在一些弊端,比如占地空间较大,对场地的平整度要求较高等。



