



你们的信任就是给我们的动力,我们的宗旨是合作共赢,达到双方的满意,为您做独到的 内蒙古通辽不锈钢复合管楼梯扶手,感谢大家对我们的支持,为您制作好的 内蒙古通辽不锈钢复合管楼梯扶手产品是我们不懈的动力,多谢大家在百忙之中能够看到我们鑫海达不锈钢复合管生产制造厂家有限公司的信息,只要您一个电话,我们会与您沟通,和以实惠的 内蒙古通辽不锈钢复合管楼梯扶手价格回报您们的信任,我们历经多年发展,在 内蒙古通辽不锈钢复合管楼梯扶手行业已有良好知名度。


为什么要对不锈钢焊管进行固溶处理在不锈钢焊管的生产过程中,有一道工序非常的重要,那就是——固溶处理。固溶处理是指将合金加热到高温单相区恒温保持,使过剩相充分溶解到固溶体中后快速冷却,以得到过饱和固溶体的热处理工艺。那么为什么要对不锈钢焊管进行固溶处理,它有何作用呢?不锈钢焊管通过固溶处理来软化,一般将不锈钢焊管加热到950~1150℃左右,保温一段时间,使碳化物和各种合金元素充分均匀地溶解于奥氏体中,然后快速淬水冷却,碳及其它合金元素来不及析出,获得纯奥氏体组织。
使焊接钢管组织和成分均匀一致,这对原料尤其重要,因为热轧线材各段的轧制温度和冷却速度不一样,造成组织结构不一致。在高温下原子活动加剧,σ相溶解,化学成分趋于均匀,快速冷却后就获得均匀的单相组织。加工硬化,以利于继续冷加工。通过固溶处理,歪扭的晶格恢复,伸长和破碎的晶粒重新结晶,内应力,钢管抗拉强度下降,伸长率上升。
恢复不锈钢焊接固有的耐蚀性能。由于冷加工造成碳化物析出,晶格缺陷,使不锈钢耐蚀性能下降,而固溶处理后不锈钢焊管的耐蚀性能恢复到好状态。经过固溶处理的不锈钢焊管,其各方面性能才能达到状态,因此固溶处理对不锈钢焊管而言非常重要。所有不锈钢冷加工实际上像焊接一样,都会给不锈钢钢管的性能,尤其是耐蚀或耐热性能带来不可避免的损害。不锈钢特别是奥氏体不锈钢具有优良的塑性,使得诸如冷拔、冷轧、冷滚轧、冷弯、冷胀、冷扭曲等冷加工方式很容易实现,
不进行固溶处理会出现以下具体情况。会导致材料晶格位错等观缺陷和表面粗糙度的增加,并诱发马氏体相变及碳化物的析出。如冷加工后奥氏体钢呈现出磁性增加现象。导致材料晶格位错或相变发生在表面,就会成为孔蚀等局部腐蚀的始发位置。这种现象在变形程度达到20%减断面率时会出现直接不良影响。冷加工以后将在材料中留下残余应力,残余应力对材料的抗应力腐蚀开裂(scc)极为不利。
任何程度的冷加工对会使材料的scc敏感性大增 冷加工程度对奥氏体不锈钢的高温持久强度也有不良影响。一般工作温度越高或断裂寿命要求越高,允许的冷加工程度也越低。对于承受交变载荷的不锈钢钢管应用,冷加工会因伸长率和剩余伸长率降低使其开裂扩展速率上升而造成不利影响。综上所述,不锈钢焊管必须进行固溶和光亮处理,以保证不锈钢焊管达到耐腐蚀性能和防止奥氏体碳化物析出。



不锈钢属于高合金钢,常见的不锈钢多为奥氏体不锈钢,比如0Cr18Ni9。含碳量较低,但合金元素含量却在20%以上,其中铬在18-20%,Ni含量在8-10%,还有钒、钼、钛等元素,以上这些合金元素的加入大大提高了抗氧化能力、热稳定性,但这些合金都属于贵重的金属。所以价格也很贵。
不锈钢用于腐蚀性较强的介质中,特别是对环条件要求较高的食品,制药、日用化工等行业中,多数使用。当然化工行业用途也较广泛。但奥氏体不锈钢怕氯离子,对使用环境中的水的氯离子控制很严格。
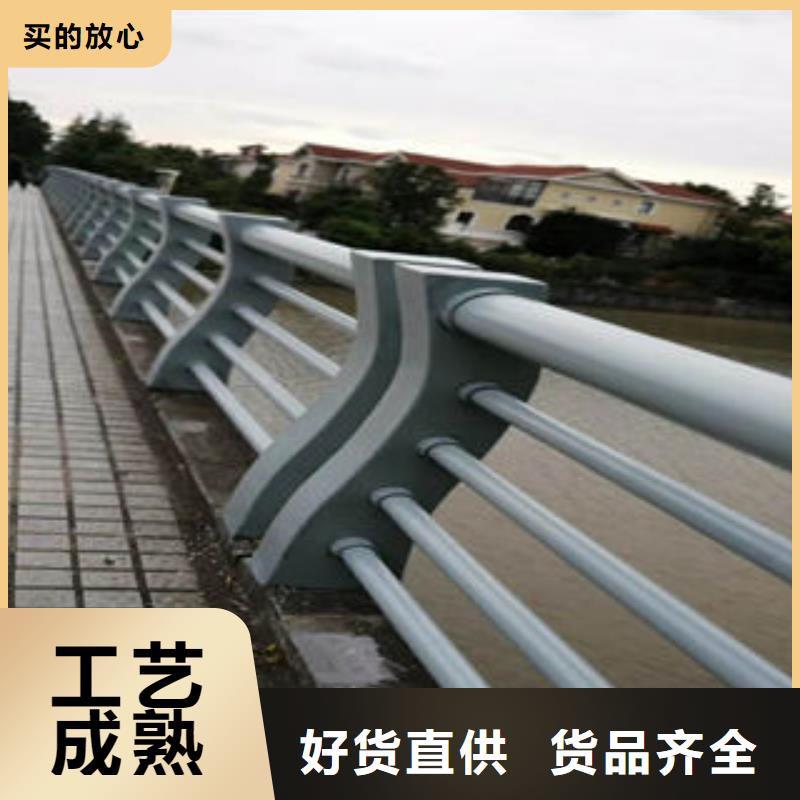
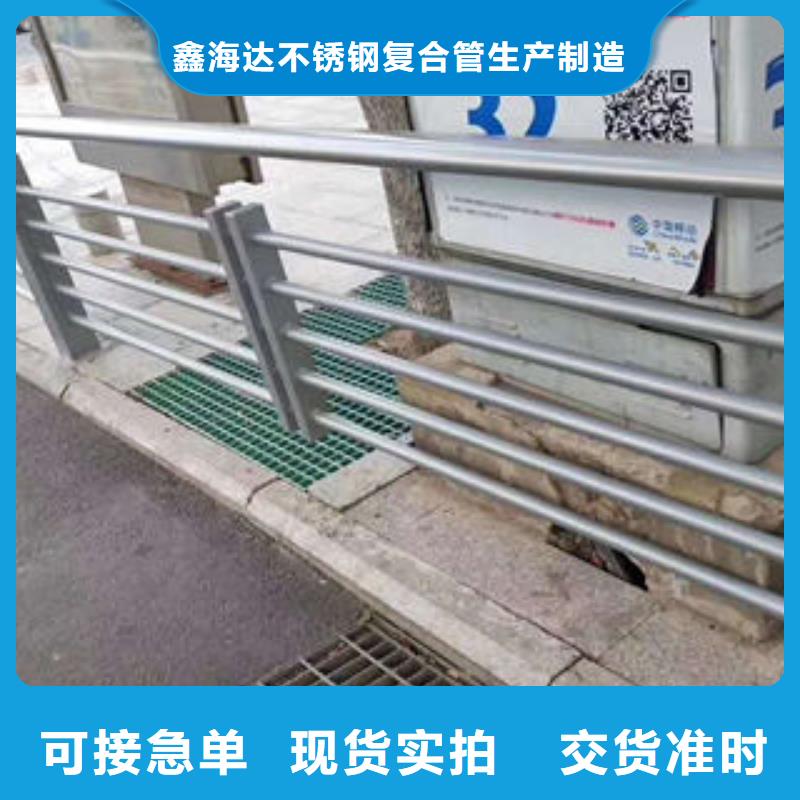
不锈钢复合管---主要用于道路护栏,桥梁护栏,景观护栏专,拉杆把手,晾衣架,门窗等,另有机械加工用外复不锈钢内衬无缝钢碳素钢复合管,如换热器,交换机等。不锈钢复合栏杆,护栏,它不仅具有不锈钢管的豪华美观和现代气息,又具有普通碳钢管的坚韧性。是价昂不锈钢管的替代品,它与钢板立柱配合,做成城市、道桥等的栏杆。不仅牢固、大方,且可造型各异,给都市别一种亮丽风景线.
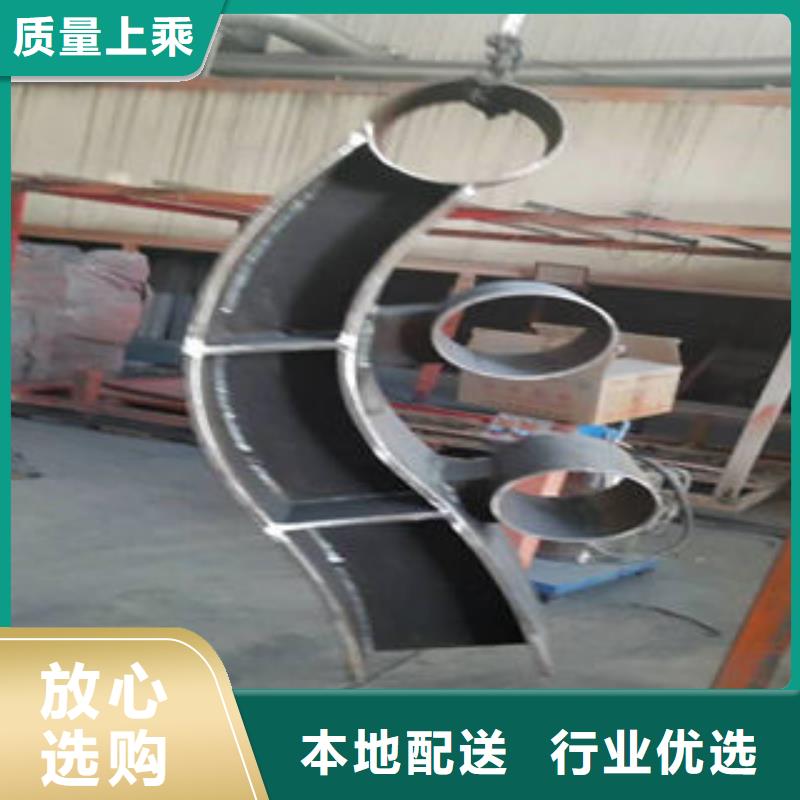
不锈钢复合管护栏的另一个组成部分,我公司同样提供护栏钢板立柱的切割、镀锌、喷塑加工;钢板立柱主要原料是材质Q235B,Q235D,Q345优质低碳钢板或不锈钢钢板,经过镀锌喷塑处理,使表面光滑明亮达到美观的效果!表面处理:热镀锌或者喷塑、蓝色,银白色或者绿色(立柱颜色可以按照客户要求选择),也可在表面粘贴反光膜。护栏立柱制造工序:优质钢板切割、打磨。酸洗、后做热镀锌或热镀锌喷塑处理。钢板立柱和不锈钢复合管组合制作的护栏也成为时尚主流,大多旅游景点已经逐步在更换这种产品!特点是美观,耐腐蚀,成本比纯不锈钢便宜很多!
桥梁的防撞护栏、河道的防撞护栏以及一些景观的隔离栏都会用到不锈钢复合管。我们看到的那些表面亮丽有光泽的没有喷漆喷塑的栏杆就是它们了。但我们再在这里还要区分一下不锈钢和不锈钢复合管。在封闭的状态下不锈钢和不锈钢复合管的外表是一模一样的,都有卓越美丽的外表和良好的抗腐蚀耐磨性,所以此时我们就不能用区分。但是,不锈钢复合管内部称有碳素结构钢,所以要比不锈钢重且不会想不锈钢那样易变形。不锈钢复合管的型号分类与不锈钢相同,比如304、321、316L等等。



打磨平整光洁,不允许有焊渣、崩浅、毛刺或未打磨等情况;栏杆接缝应严密,不得有裂缝、翘曲、锻痕。焊接完成后,应将焊渣敲净。漆面平整均匀,不允许有色差、漏漆现象。表面平滑、均匀,不允许有、鼓泡、气孔、流挂、裂纹、夹杂物、发粘、划痕等缺陷。栏杆高度、问距、安装位置应符合设计要求。栏杆之问竖向问距不大于110mm ,允许偏差不大于3㎜ 。栏杆竖向平面乖直度不大于3 ㎜,横向平面直线度不大于4 ㎜。栏杆高度允许偏差不大于3 ㎜。
应注意的质量问题:尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和焊接程序,避免用大电流,不要突然熄火,焊缝接头应搭接10-15mm ,焊接中不允许搬动、敲击焊件;表面气孔:焊接部位必须清洗干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气泡逸出。
铁艺栏杆安装:工艺流程 后加理件法:安装预理件一放线一安装立柱一扶手与认柱连接(针对木扶手工程);安装预埋件后加埋件做法是:采用膨胀螺栓与钢板来制作后置连接件,先在土建基层上放线,确定众柱固定点的位置,然后在安装基层上用冲击钻钻孔(对于安装基层有面砖和理石面层的,在使用专用理石钻头或水钻现在面层上开孔后,用冲击钻钻孔),再安装膨胀螺栓,螺栓保持足够的长度,在螺栓定位以后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述方法。
由于上述后加埋件施工,有可能产生误差,因此,在立柱安装之前,应甫新放线,以确定埋板位置与焊接众杆的准确性,如有偏差,及时修正二应保证立柱全部座落在钢板上,并且四周能够焊接。焊接立柱时,需双人配合,一个扶住栏杆使其保持乖直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。木扶手安装(针对木扶手工程)找位与划线: 安装扶手的固定件:位置、标高、坡度找位校正后,出扶手纵向中心线。按设计扶手构造,根据折弯位置、角度,划出折弯或割角线。


铁艺栏杆制作:工艺流程 施工准备—放样—下料—焊接安装一打磨—焊缝检查—酸洗除锈—整体热浸镀锌(室外栏杆)、整体冷镀锌(室内栏杆)—补腻子并打磨—静电粉末喷涂—检验合格出厂—运输到现场—安装一实施成品保护措施;施工准备包括:图纸、材料和施工工具的准备;施工前应先进行现场放样,并计算出各种杆件的长度。按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1 mm 。
焊接安装 :焊接时应根据焊接材料选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。
焊渣,用钢丝轮钢材表面锈蚀;杆件焊接组装完成后,对于无明显凹痕或凸出较大焊珠的焊缝,可直接进行抛光。对于有凹凸渣滓或较大焊珠的焊缝则应用角磨机进行打磨,磨平后再进行抛光。抛光后必须使外观光洁、平顺、无明显的焊接痕迹。对材料接口缝隙和材料表面缺陷但不影响机械强度,无法用焊接工艺处理的采用环城树脂腻子弥补。金属表面油漆及防锈要求:生铁表面整体冷镀锌处理;表面喷2 遍底漆处理,2遍面漆。喷涂厚度均匀,无淋挂、起皱或起色,色泽均匀,与样板核对一致。成品表面干净,无砂浆、油污污染。制作工艺技术要求:所有构件下料应保证准确,构件长度允许偏差为1mm。



