

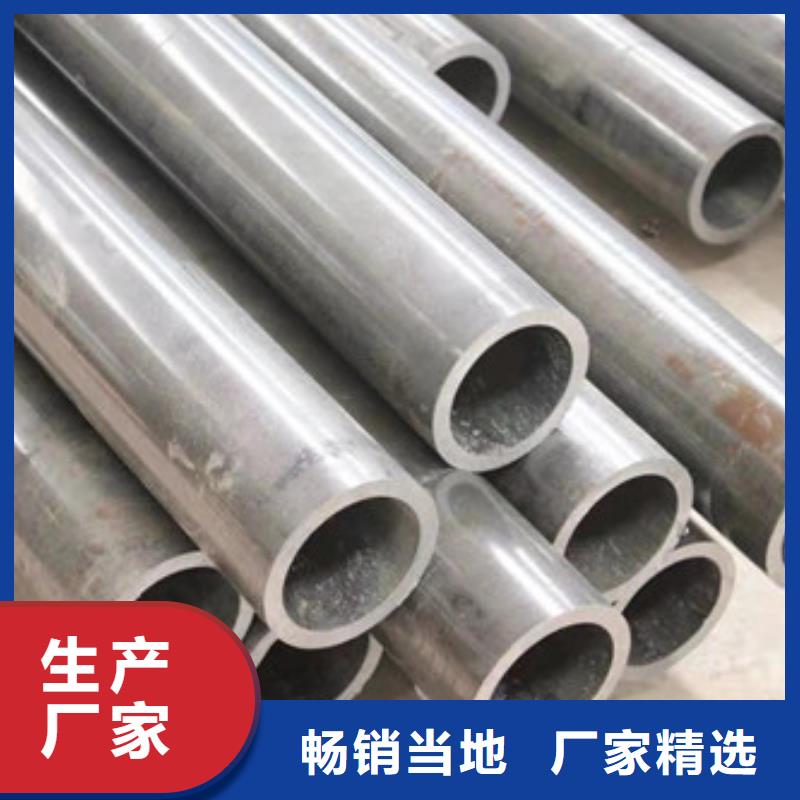




一般的冷拔管的生产工艺可以分为冷拔与热轧两种,冷轧冷拔管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧冷拔管要短于热轧冷拔管,冷轧冷拔管的壁厚一般比热轧冷拔管要小,但是表面看起来比厚壁冷拔管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。



冷轧冷拔管会出现椭圆因为轧辊磨损或开口角度过大,可用半径规看,一般轧普碳钢开口角度要小,轧不锈钢可开大一点。相应薄壁管椭圆几率要大一些。建议换开口小点的轧辊。高精度冷拔精密冷拔管是一种新型钢管品种,其主要特点是高精密度。通常有二辊轧机和三辊轧机生产两种生产工艺,三辊轧机生产冷轧无缝钢管的精密度要高一些,可控制在几丝之内,但价格相对要高一些。精密无缝管含碳量比较适中,所以有着非常好的韧性和强度,但是为了能获得更好的机械性能,所以就要对精密无缝管进行调质,下面我们就来看一下这个过程。
冷拔管温度主要受高频涡流热功率的影响,根据公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π式中:f-激励频率;C-激励回路中的电容,电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制冷拔管温度的目的。对于低碳钢,冷拔管温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,冷拔管温度亦可通过调节冷拔管速度来实现。


冷拔管去产能的方式和方法是多样性的,对于冷拔管而言要不断地进行改善厂家的经营理念和各种的市场行情,还要不断地进行治理产能过剩,这样的话冷拔管行业才能够获得更好地发展,不然的话冷拔管行业是不能更好地进行发展的。在治理产能过剩的时候冷拔管是去产能的主题,要不断地进行淘汰去产能的力度和各种的市场行情对于冷拔管去产能的发展是更加的方便的,因此对于厂家而言要不断地进行技术的创新,政策也是要进行进一步的发展和扶持的。
冷拔管去产能的为有效的捷径就是要进一步的进行企业之间的兼并和重组,处理厂家之间的各部分的之间的利益的关系,妥善处理好厂家员工下岗工人的就业和创业问题。目前,整个冷拔管厂家而言都是有负债的出现的,要好好地进行处理各个方面的利益关系,搞好各个部分的发展的。



精拉管业有限公司位于汇通国际金属物流园A121,地理位置优越,交通便利。精拉管业有限公司是一家以 内蒙古通辽冷拉管生产、销售及安装为一体的企业。公司自成立以来,坚持以“顾客满意”为宗旨,以“不断”为经营理念,以“科学管理”为手段。以“信誉至上”为基本原则。精拉管业有限公司在生产 内蒙古通辽冷拉管深受广大客户的赞扬,具有良好的信誉。企业目标:质量,立业之本,管理,强业之路;效益,兴业之源。今日的质量,明日的市场。 以科技为动力,以质量求生存。 以质量求生存,以质量求发展,向质量要效益。 效益来源于服务社会的回报。
