

一分钟的时间,对于了解我们的酸洗磷化加工外形美观产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
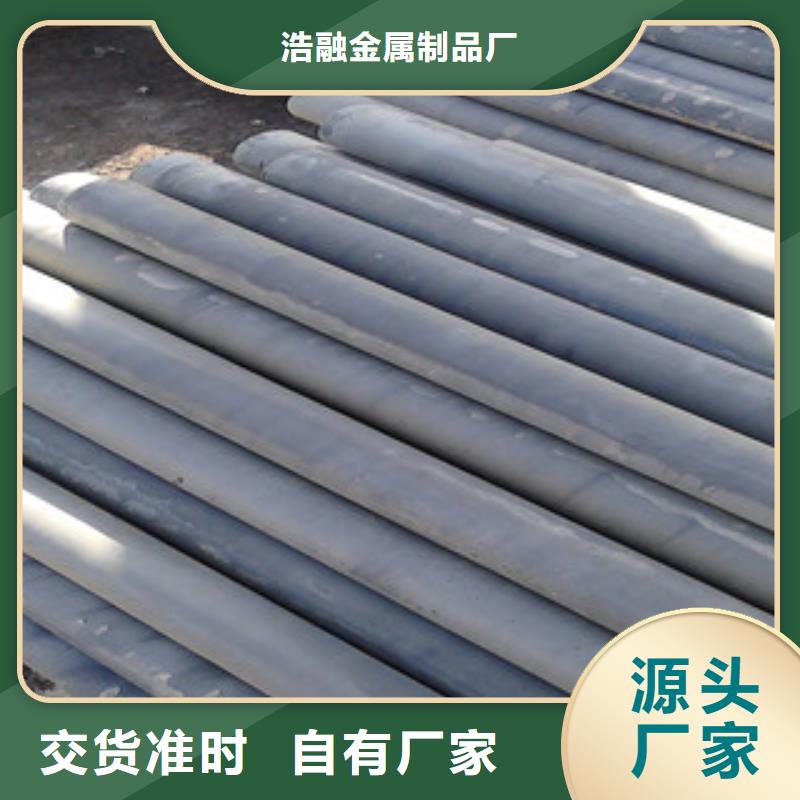
以下是:酸洗磷化加工外形美观的图文介绍

浩融金属制品厂有限公司承诺,努力不懈的为每一位客户提供精湛的技术和专业的服务。今后,我们将继续加大 内蒙古通辽钢板技术研发和创新投入,在竞争中求发展,在挑战中谋机遇,相信我公司会为您提供先进的技术、优质的 内蒙古通辽钢板产品以及完善的售后服务。并在互联网+的浪潮下,树立企业的形象,打造企业品牌,实现跨越式发展。勤劳和真诚的我们,愿与您携手并进、共创辉煌!


酸性清洗剂清洗
酸性清洗剂除油脂是一种应用非常广泛的方法。它利用表面活性剂的乳化、润湿、渗透原理,并借助于酸腐蚀金属产生氢气的机械剥离作用,达到除油脂的目的。酸性清洗剂可在低温和中温下使用。低温一般只能除掉液态油,中温就可除掉油和脂,一般只适合于浸泡处理方式。酸性清洗剂主要由表面活性剂(如OP类非离子型活性剂、阴离子磺酸钠型)、普通无机酸、缓蚀剂三大部分组成。由于它兼备有除锈与除油脂双重功能,人们习惯称之为"二合一"处理液。
酸洗磷化无缝钢管 酸洗磷化无缝钢管加工厂家 盐酸、硫酸酸基的清洗剂应用*为广泛,成本低,效率较高。但酸洗残留的Cl-、SO42-对工件的后腐蚀危害很大。而磷酸酸基没有腐蚀物残留的隐患,但磷酸成本较高,清洗效率低些。对于锌件,铝件一般不采用酸性清洗剂清洗,特别锌件在酸中的腐蚀极快。
强碱液清洗
强碱液除油脂是一种传统的有效方法。它是利用强碱对植物油的皂化反应,形成溶于水的皂化物达到除油脂的目的。纯粹的强碱液只能皂化除掉植物油脂而不能除掉矿物油脂。因此人们通过在强碱液中加入表面活性剂,一般是磺酸类阴离子活性剂,利用表面活性剂的乳化作用达到除矿物油的目的。强碱液除油脂的使用温度都较高,通常〉80℃。
酸性清洗剂除油脂是一种应用非常广泛的方法。它利用表面活性剂的乳化、润湿、渗透原理,并借助于酸腐蚀金属产生氢气的机械剥离作用,达到除油脂的目的。酸性清洗剂可在低温和中温下使用。低温一般只能除掉液态油,中温就可除掉油和脂,一般只适合于浸泡处理方式。酸性清洗剂主要由表面活性剂(如OP类非离子型活性剂、阴离子磺酸钠型)、普通无机酸、缓蚀剂三大部分组成。由于它兼备有除锈与除油脂双重功能,人们习惯称之为"二合一"处理液。
酸洗磷化无缝钢管 酸洗磷化无缝钢管加工厂家 盐酸、硫酸酸基的清洗剂应用*为广泛,成本低,效率较高。但酸洗残留的Cl-、SO42-对工件的后腐蚀危害很大。而磷酸酸基没有腐蚀物残留的隐患,但磷酸成本较高,清洗效率低些。对于锌件,铝件一般不采用酸性清洗剂清洗,特别锌件在酸中的腐蚀极快。
强碱液清洗
强碱液除油脂是一种传统的有效方法。它是利用强碱对植物油的皂化反应,形成溶于水的皂化物达到除油脂的目的。纯粹的强碱液只能皂化除掉植物油脂而不能除掉矿物油脂。因此人们通过在强碱液中加入表面活性剂,一般是磺酸类阴离子活性剂,利用表面活性剂的乳化作用达到除矿物油的目的。强碱液除油脂的使用温度都较高,通常〉80℃。



不锈钢容器或零部件完工后按图样和工艺文件的要求,对规定项目检查合格后,将焊缝及其两侧焊渣、飞溅物清理干净,容器的机加工件表面应用汽油或清洗剂去除油渍等污物,只有进行过预处理的容器或零部件才能进行酸洗钝化处理。烟台酸洗钝化无缝钢管规格齐全
酸洗钝化容器或零部件必须用洁净水将表面冲洗干净,*后用酚酞试纸测试冲洗面的任何处,使PH值在6.5-7.5之间,或用滤纸检查冲净程度,无蓝色为合格。然后擦干或用压缩空气吹干。
容器和零部件经酸洗钝化后搬运吊装及存放时禁止磕碰划伤钝化膜。
酸洗钝化容器或零部件必须用洁净水将表面冲洗干净,*后用酚酞试纸测试冲洗面的任何处,使PH值在6.5-7.5之间,或用滤纸检查冲净程度,无蓝色为合格。然后擦干或用压缩空气吹干。
容器和零部件经酸洗钝化后搬运吊装及存放时禁止磕碰划伤钝化膜。


酸洗钝化主要有碱洗、酸洗和钝化三个主要步骤
专业酸洗磷化无缝钢管 金属表面防腐处理厂家 其中各个步骤的目的是:
1)碱洗是为了去除管道系统内壁的油脂
2)酸洗的目的是使用酸液腐蚀管道内壁,将管道内壁焊缝处的焊接热影响区洗除,经酸洗后的管道内壁已露出管道本身的原材,管道内表面固有的部分保护层已被去除,
3)管道的钝化正是在管道内壁形成致密的氧化铬钝化膜。
磷化的目的主要是:给基体金属供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用,磷化是常用的前处理技术,原理上应属于化学转换膜处理,主要应用于钢铁表面磷化,有色金属(如铝锌)件也可应用磷化。
专业酸洗磷化无缝钢管 金属表面防腐处理厂家 其中各个步骤的目的是:
1)碱洗是为了去除管道系统内壁的油脂
2)酸洗的目的是使用酸液腐蚀管道内壁,将管道内壁焊缝处的焊接热影响区洗除,经酸洗后的管道内壁已露出管道本身的原材,管道内表面固有的部分保护层已被去除,
3)管道的钝化正是在管道内壁形成致密的氧化铬钝化膜。
磷化的目的主要是:给基体金属供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用,磷化是常用的前处理技术,原理上应属于化学转换膜处理,主要应用于钢铁表面磷化,有色金属(如铝锌)件也可应用磷化。



