

我们的现场实拍视频将带您走进304L不锈钢管太钢厂家直销产品的世界,产品视频细节之美一览无余!
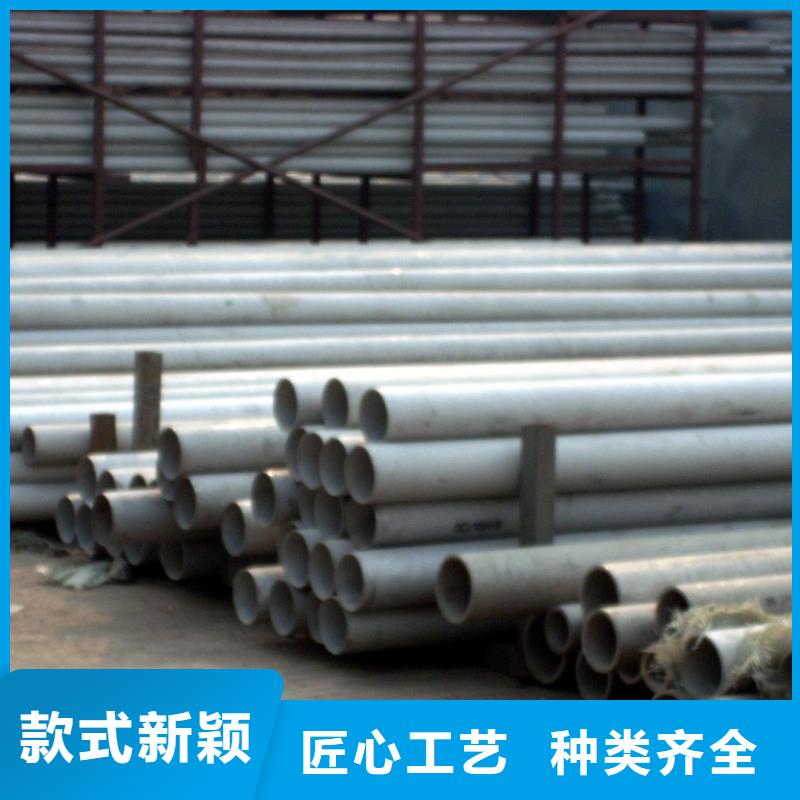
以下是:304L不锈钢管太钢厂家直销的图文介绍

多层焊时,每焊完一层要焊渣,层间温度应低于60℃与腐蚀介质的焊缝,为防止由于重复加热而降低耐腐蚀性,应焊接。焊后可采取强制冷却措施,加速接头冷却。焊接开始时,不要在焊件上随便引弧,以免损伤焊件表面,影响耐腐蚀性。
常用方法是采用手弧焊封底,并用纯铜板垫、 垫和焊剂垫等。(三)18-8奥氏体不锈钢管的钨极氩弧焊工艺:18-8奥氏体不锈钢管的钨极氩弧焊适宜于厚度不超过8mm的板结构,适宜于厚度在3mm以下的薄板、直径在60mm以下的管子以及厚件的打底焊。
(四)18-8奥氏体不锈钢管的熔化极氩弧焊工艺:18-8奥氏体不锈钢管采用熔化极氩弧焊时,若使用纯作为保护气体会引起一系列困难,正确的焊接做法是采用氧化性混合气体作保护气体,即在纯中加入少量氧气或CO2气体。
钨极氩弧焊电弧的热功率低,所以焊接速度较慢,约为手弧焊速度的1/2~1/3。因此,焊接接头冷却过程中在危险温度区停留的时间长,耐腐蚀性能较差。焊接厚板时以射流过渡焊接,保护气体的质量分数为Ar98%+O22%。


在电极前的参照周期是,料斗再加料时一般使用319KWh/t,在操作机构确立的个试验周期内再加料时可以使用30IKWh/t。目前,一些操作设备会使这些指标越来越系统化,并使再加料时达到290KWh/t,即与参照周期相比预计达到290KWh/t。
结论由于安装了新的检测、控制仪表,使得不锈钢管厂的UHP电弧炉有所改进。UCE(电控制器)能完成主要电参数的实际时间的测量和计算。这样就能检验三相电极间电的平衡,这样的平衡态可使三相电极上的不锈钢耐火材料有着同样的消耗,取消了部份的修补,也使生产率。
TCE(电极记录传感器)具有调节电极的能力,它是按照熔化周期内实际功率不变,而在精炼周期内Va/I不变进行调节的,TCE可以节能,使电极消耗,并使三相电极附近的不锈钢耐火材料有着同样的持久的消耗量。电极位移传感器是在再装料时作为操作设备使用的,正如为了降低电压,被用在防止冷却板水温升高一样。
不锈钢管切削加工是机械制造的重要加工方法之一。不锈钢管切削是用从不锈钢毛坯上切除加工余量而合格不锈钢管的过程。不锈钢管切削的加工方法有车、铣、刨、磨,钻等。在切削过程中,切削作用的产生,必须具备三个基本条件:(1)材料应具有优良的切削性能由于的切削部分要承受较大的切削力和较高的切削热,因此,材料应该具有较高的硬度、耐磨性、耐热性和足够的强度。
结论由于安装了新的检测、控制仪表,使得不锈钢管厂的UHP电弧炉有所改进。UCE(电控制器)能完成主要电参数的实际时间的测量和计算。这样就能检验三相电极间电的平衡,这样的平衡态可使三相电极上的不锈钢耐火材料有着同样的消耗,取消了部份的修补,也使生产率。
TCE(电极记录传感器)具有调节电极的能力,它是按照熔化周期内实际功率不变,而在精炼周期内Va/I不变进行调节的,TCE可以节能,使电极消耗,并使三相电极附近的不锈钢耐火材料有着同样的持久的消耗量。电极位移传感器是在再装料时作为操作设备使用的,正如为了降低电压,被用在防止冷却板水温升高一样。
不锈钢管切削加工是机械制造的重要加工方法之一。不锈钢管切削是用从不锈钢毛坯上切除加工余量而合格不锈钢管的过程。不锈钢管切削的加工方法有车、铣、刨、磨,钻等。在切削过程中,切削作用的产生,必须具备三个基本条件:(1)材料应具有优良的切削性能由于的切削部分要承受较大的切削力和较高的切削热,因此,材料应该具有较高的硬度、耐磨性、耐热性和足够的强度。



国耀宏业钢铁有限公司地处陕西铜川经开区,是一家从事研发设计、生产、销售 陕西铜川方管厂家制品为一体公司,以质量求生存,以信誉求发展,以一切为了顾客的方针准则,赢得了广大客户的信赖。 陕西铜川方管厂家产品畅销全国125个城市地区;诚挚期待与您合作。


这些企业配备有的连轧管机组等高水平装备,生产效率高,虽然机组套数仅占全国6%,但产量高。这些企业分为几种类型:无锡西姆莱斯和安徽天大已拥有2~3套装备水平较高的轧管机组(包括连轧管机组),总产能达到50万吨以上,通过整合其他企业,基本解决了优质管坯供应问题,大量生产包括油井管在内的不锈钢管产。
和浙江久立等企业则以特殊品种为发展方向,其中浙江久立主要发展不锈钢不锈钢管。第三类:规模较小的企业莱钢(兼并原烟台钢管厂)、通钢、西宁钢厂、和武钢(汉口轧钢厂)等一直生产热轧不锈钢管产品,但不是其主要产品。
近年在市场带动下,这些企业对不锈钢管装备进行改造,产量有所,均达到10~20万吨水平,2006年这些企业不锈钢管产量近100万吨,占总产量6.596,对市场有一定影响。第四类:各类小企业目前还有几百家分散的不锈钢管小企业,其产量约占45%。
(3)不锈钢管国内地区生产格局华东地区虽然只有宝钢一家重点企业生产不锈钢管产量较高,但是囚江苏、浙江、江西和山东有大量民企生产不锈钢管,所以产量和比例均列全国第1位,并且大大高出其他地区,所占比例也逐年增加,已经接近50%。
和浙江久立等企业则以特殊品种为发展方向,其中浙江久立主要发展不锈钢不锈钢管。第三类:规模较小的企业莱钢(兼并原烟台钢管厂)、通钢、西宁钢厂、和武钢(汉口轧钢厂)等一直生产热轧不锈钢管产品,但不是其主要产品。
近年在市场带动下,这些企业对不锈钢管装备进行改造,产量有所,均达到10~20万吨水平,2006年这些企业不锈钢管产量近100万吨,占总产量6.596,对市场有一定影响。第四类:各类小企业目前还有几百家分散的不锈钢管小企业,其产量约占45%。
(3)不锈钢管国内地区生产格局华东地区虽然只有宝钢一家重点企业生产不锈钢管产量较高,但是囚江苏、浙江、江西和山东有大量民企生产不锈钢管,所以产量和比例均列全国第1位,并且大大高出其他地区,所占比例也逐年增加,已经接近50%。



