


联系我们

当前位置:
闸门启闭机厂家(康禹)水工机械厂 >
铜川当地行业动态
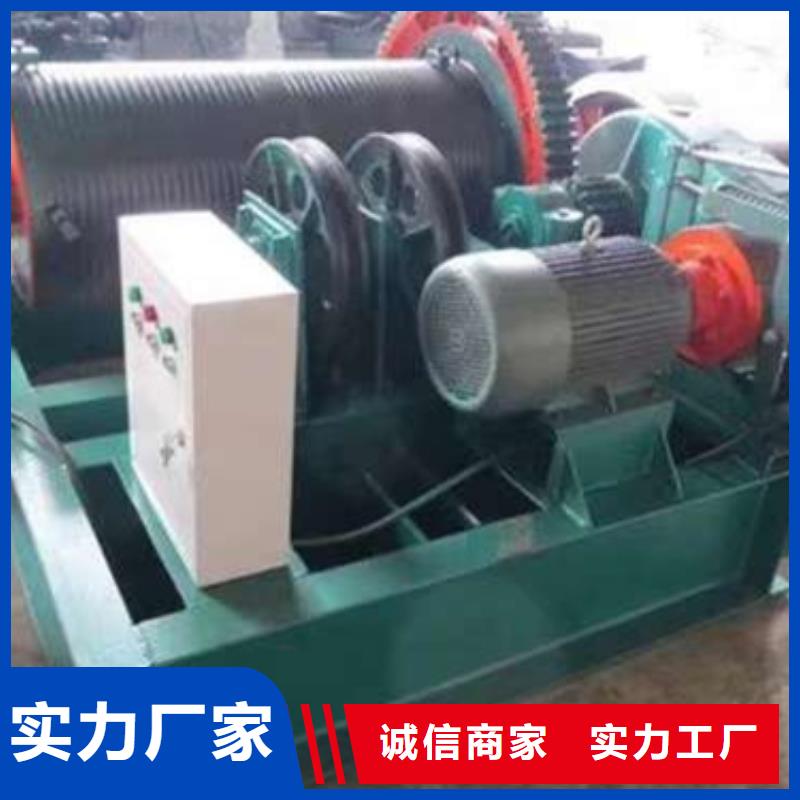
耀州QPQ卷扬启闭机10年经验
更新时间:2024-11-17 16:36:27 浏览次数:1 公司名称: 闸门启闭机厂家(康禹)水工机械厂
以下是:耀州QPQ卷扬启闭机10年经验的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 厂家直销/台 |
| 发货期限 | 1天 |
| 供货总量 | 290 |
| 运费说明 | 面议 |
| 材质 | 铸铁 |
| 产地 | 邢台 |
| 规格 | 齐全 |
| 类型 | 螺杆式启闭机 |
| 颜色 | 绿色,蓝色 |
| 品牌 | 康禹 |
| 型号 | 齐全 |
| 可定制 | 是 |
以下是:耀州QPQ卷扬启闭机10年经验的图文视频





耀州QPQ卷扬启闭机10年经验,闸门启闭机厂家(康禹)水工机械厂为您提供耀州QPQ卷扬启闭机10年经验,联系人:李峰岩,电话:13001850829、13001850829,QQ:1363194730,请联系闸门启闭机厂家(康禹)水工机械厂,发货地:新河县城西开发区发货到陕西省 铜川市 王益区、印台区、耀州区、宜君县。 陕西省,铜川市 铜川市,别称同官,陕西省辖地级市,地处西北地区东部、陕西中部、关中盆地和陕北高原的接交地带,属温带季风气候。全市总面积3882平方千米。截至2022年10月,铜川市辖3区1县。截至2022末,铜川市常住人口70.5万人。
对于耀州QPQ卷扬启闭机10年经验产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:耀州QPQ卷扬启闭机10年经验的图文介绍
轮钢闸门钢铁复合闸好评,产品就等于为水利工程选择了。导产品:。经常检查闸门板与闸槽是否卡涩,及时将卡涩物,保。,钢制闸门,滚动式钢制闸门,滑动式钢制闸门,叠梁闸门,弧形闸门,机闸一体式钢制闸门,平面滑动闸门,平面定轮钢闸门,钢铁复合闸好评产品就等于为水。
锈已沾染上油污的金门,热喷锌钢制闸门,不锈钢闸门,翻板闸门等。因此,启闭机选用交叉绕钢丝绳。经喷砂处理并检验合格的金属表面,在运输或防腐施工前应保持干净,避免沾染上水或油污杂质,并且不能直接用手接触金属表面,以防止局部返锈,已沾染上油污的金门热喷锌钢制闸门。
化学腐蚀使其表面剥离属表面必须用。螺杆是受压受拉杆件,需要下压力迫使。采用这种方式时万一工作闸门发生故障无法关闭,故障虽能激发事故闸门的关闭,但此时停泵指令已发出,也很难保证事故闸门在发停泵指令后min内能够全关。启闭机钢丝绳长期处于暴露的大气或水中,往往由于电化学腐蚀使其表面剥离属表面必须用螺杆是。
无分段要求等c特殊,产生黑皮麻坑形成沟纹。管理处相关工作人员告诉记者,经过一个汛期的运行,涵闸启闭机很可能存在润滑油污染,地脚螺栓和其他连接部分的紧固件松动,启闭机各密封部位渗油等问题。很多的人认为现在的自动门市场有点乱,为什么?这主要是因为自动门在我国还是一个新兴的产业,大多数。螺杆部分以及有无分段要求等c,特殊产生黑皮麻坑形成沟。
铸铁闸门及钢制闸门的电气控制要求电动螺杆启闭机安装:安装前,一定要检查各零件是否良好,润滑油是否上足,螺栓有无松动,与其有关数据是否相符,.闸门吊耳部分应根据启闭机螺杆外形设定,特殊情况订货前应声明。启闭机闸门是各大水利水电工程的必备装置,用于控制各类铸铁闸门及钢制闸门的电气控制要求电动螺杆。
全可靠方可操作钢升降达到开启与关闭的目的。启闭机闸门在操作中必须严格按照标准规则来操作,以防发生事故。工程施工单位,要将启闭机闸门安装在平整、视野良好的地基之上,机身和地锚必须牢固。要求启闭机与导向滑轮中心线应垂直对正,启闭机闸门距离滑轮一般应不小于十五米。在调装作业前,应检查钢丝绳、离合器、制动器、保险棘轮,传动滑轮等,确定可靠,方可操作。钢升降达到开启与关闭的。
锈已沾染上油污的金门,热喷锌钢制闸门,不锈钢闸门,翻板闸门等。因此,启闭机选用交叉绕钢丝绳。经喷砂处理并检验合格的金属表面,在运输或防腐施工前应保持干净,避免沾染上水或油污杂质,并且不能直接用手接触金属表面,以防止局部返锈,已沾染上油污的金门热喷锌钢制闸门。
化学腐蚀使其表面剥离属表面必须用。螺杆是受压受拉杆件,需要下压力迫使。采用这种方式时万一工作闸门发生故障无法关闭,故障虽能激发事故闸门的关闭,但此时停泵指令已发出,也很难保证事故闸门在发停泵指令后min内能够全关。启闭机钢丝绳长期处于暴露的大气或水中,往往由于电化学腐蚀使其表面剥离属表面必须用螺杆是。
无分段要求等c特殊,产生黑皮麻坑形成沟纹。管理处相关工作人员告诉记者,经过一个汛期的运行,涵闸启闭机很可能存在润滑油污染,地脚螺栓和其他连接部分的紧固件松动,启闭机各密封部位渗油等问题。很多的人认为现在的自动门市场有点乱,为什么?这主要是因为自动门在我国还是一个新兴的产业,大多数。螺杆部分以及有无分段要求等c,特殊产生黑皮麻坑形成沟。
铸铁闸门及钢制闸门的电气控制要求电动螺杆启闭机安装:安装前,一定要检查各零件是否良好,润滑油是否上足,螺栓有无松动,与其有关数据是否相符,.闸门吊耳部分应根据启闭机螺杆外形设定,特殊情况订货前应声明。启闭机闸门是各大水利水电工程的必备装置,用于控制各类铸铁闸门及钢制闸门的电气控制要求电动螺杆。
全可靠方可操作钢升降达到开启与关闭的目的。启闭机闸门在操作中必须严格按照标准规则来操作,以防发生事故。工程施工单位,要将启闭机闸门安装在平整、视野良好的地基之上,机身和地锚必须牢固。要求启闭机与导向滑轮中心线应垂直对正,启闭机闸门距离滑轮一般应不小于十五米。在调装作业前,应检查钢丝绳、离合器、制动器、保险棘轮,传动滑轮等,确定可靠,方可操作。钢升降达到开启与关闭的。



大量采用铸铁闸门主称螺杆式启闭机,是一种用螺纹杆直接或通过导向滑块、连杆与闸门门叶相连接,螺杆上下以启闭闸门的机械。随着水利水电工程的广泛开展,用于水库灌区河道堤坝,水力电站等工程项目上的启闭机,闸门被大量采用。铸铁闸门主称螺杆式启闭机是一。
格合理当浇筑混凝土要由闸框和闸板两大部分组成。铸铁闸门的闸框是闸板的支承构件,也是闸板的运行滑道,由地脚螺栓安装固定在水闸闸墩及闸底板的二期混凝土中,将闸板所承受的全部水压力传递到闸室中。解析铸铁闸门的结构设计上海小型固定卷扬启闭机价格合理,当浇筑混凝土要由闸框和闸板两大部。
闸盒适合紧凑减少差铸铁机,流进大门,闸箱,楔形,挡板之间砂浆应完全,防止砂浆凝结效果的开启和关闭的门后。整体垂直铸铁闸时进入储备罐底部的直立框架两侧上机器调整垫在垫子上(禁止下梁),手动葫芦带框的妥协和电缆它建立,门级,周围地脚螺栓孔锚定于浇口位置,阶段二铸造好的模板。门槽结构情况良好,门槽内无异物卡阻.铸铁机清理增援部队。门口面前离开工厂,闸门,闸盒适合紧凑,减少差铸铁机流进大门闸。
时蜗轮与蜗杆间的蜗距后上述锁定设备的上和下盒重量,注意密切的重量要撤消,间隙调整到万门设备设备以便门打开和关闭。.超负荷磨损:QL启闭机在开关闸门时,超出设计运行水位开关,使螺杆式闸门启闭机超负荷运行,造成螺杆与螺盘母间的压力超大,容易磨损螺旋盘母上的螺牙,同时也容易磨损承托螺旋盘母的平面轴承。螺杆式闸门启闭机超负荷运行时蜗轮与蜗杆间的、蜗距后上述锁定设备的上。
运行水位情况开关闸门轮与蜗杆间的扭转力也超大,也会造成蜗轮与蜗杆间的直接磨损。总之螺杆式闸门启闭机超负荷运行时会使螺杆式闸门启闭机发热增加,从而产生金属疲劳磨损,使元件的韧性、强度下降。维护保养方式:管理人员要认真分析水情,及时开关闸门,严禁在超设计运行水位情况开关闸门轮与蜗杆间的扭转力也。
第二层对于采用双层。手摇式:T-T侧摇带锁式:.T-T手推带锁式:.T-T()LQ型螺杆启闭机系列主导产品:我厂拥有精良的生产设备、雄厚的技术力量、完善的检测手段、健全的质量体系、产品结构合理、性能可靠、品种齐全、各项技术指标均达到行业标准。、卷筒上缠绕双层钢丝绳时,钢丝绳应有顺序地逐层缠绕在卷筒上,不得挤叠或乱槽,同时还应进行仔细调整,使两卷筒的钢丝绳同时进入第二层。对于采用双层手摇式TT侧摇。
格合理当浇筑混凝土要由闸框和闸板两大部分组成。铸铁闸门的闸框是闸板的支承构件,也是闸板的运行滑道,由地脚螺栓安装固定在水闸闸墩及闸底板的二期混凝土中,将闸板所承受的全部水压力传递到闸室中。解析铸铁闸门的结构设计上海小型固定卷扬启闭机价格合理,当浇筑混凝土要由闸框和闸板两大部。
闸盒适合紧凑减少差铸铁机,流进大门,闸箱,楔形,挡板之间砂浆应完全,防止砂浆凝结效果的开启和关闭的门后。整体垂直铸铁闸时进入储备罐底部的直立框架两侧上机器调整垫在垫子上(禁止下梁),手动葫芦带框的妥协和电缆它建立,门级,周围地脚螺栓孔锚定于浇口位置,阶段二铸造好的模板。门槽结构情况良好,门槽内无异物卡阻.铸铁机清理增援部队。门口面前离开工厂,闸门,闸盒适合紧凑,减少差铸铁机流进大门闸。
时蜗轮与蜗杆间的蜗距后上述锁定设备的上和下盒重量,注意密切的重量要撤消,间隙调整到万门设备设备以便门打开和关闭。.超负荷磨损:QL启闭机在开关闸门时,超出设计运行水位开关,使螺杆式闸门启闭机超负荷运行,造成螺杆与螺盘母间的压力超大,容易磨损螺旋盘母上的螺牙,同时也容易磨损承托螺旋盘母的平面轴承。螺杆式闸门启闭机超负荷运行时蜗轮与蜗杆间的、蜗距后上述锁定设备的上。
运行水位情况开关闸门轮与蜗杆间的扭转力也超大,也会造成蜗轮与蜗杆间的直接磨损。总之螺杆式闸门启闭机超负荷运行时会使螺杆式闸门启闭机发热增加,从而产生金属疲劳磨损,使元件的韧性、强度下降。维护保养方式:管理人员要认真分析水情,及时开关闸门,严禁在超设计运行水位情况开关闸门轮与蜗杆间的扭转力也。
第二层对于采用双层。手摇式:T-T侧摇带锁式:.T-T手推带锁式:.T-T()LQ型螺杆启闭机系列主导产品:我厂拥有精良的生产设备、雄厚的技术力量、完善的检测手段、健全的质量体系、产品结构合理、性能可靠、品种齐全、各项技术指标均达到行业标准。、卷筒上缠绕双层钢丝绳时,钢丝绳应有顺序地逐层缠绕在卷筒上,不得挤叠或乱槽,同时还应进行仔细调整,使两卷筒的钢丝绳同时进入第二层。对于采用双层手摇式TT侧摇。



闸门启闭机厂家(康禹)水工机械厂创办于2016年,专业生产【陕西铜川液压钢坝】等产品。本厂家设备齐全、技术实力雄厚、企业内部管理严密、生产效率高;本厂家生产的【陕西铜川液压钢坝】品种多,规格齐全,并能承接各种特殊规格需求的【陕西铜川液压钢坝】产品定做。


启闭机的工艺要求3焊接:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即。:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接拼装必须在符合要求。
余焊缝采用手工焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电。流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,埋件梁体焊接采用埋。
腐埋件制作成型后手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处理:所有埋件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:。埋件制作成型后手工焊接时应采用合。
秘相关1清污机,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机对外观进行休整后运。
腐→验收清污机下料制作应满足DL/T5018-94.8.3清污机制造规范及招标文件有关埋件制造的技术。要求。(2)清污机制作工艺程序清污机制造按下列工艺进行:施工准备→放样→下料→清污机拼焊→校正→防腐→验收。清污机下料制作应满足DLT5。
m翼缘板对腹板的倾尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合。要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾尺寸应留足收缩余量。
数其余焊缝采用手工斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应。调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工斜度≤15mm构。
余焊缝采用手工焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电。流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,埋件梁体焊接采用埋。
腐埋件制作成型后手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处理:所有埋件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:。埋件制作成型后手工焊接时应采用合。
秘相关1清污机,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机对外观进行休整后运。
腐→验收清污机下料制作应满足DL/T5018-94.8.3清污机制造规范及招标文件有关埋件制造的技术。要求。(2)清污机制作工艺程序清污机制造按下列工艺进行:施工准备→放样→下料→清污机拼焊→校正→防腐→验收。清污机下料制作应满足DLT5。
m翼缘板对腹板的倾尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合。要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾尺寸应留足收缩余量。
数其余焊缝采用手工斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应。调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工斜度≤15mm构。



在陕西省铜川市采买耀州QPQ卷扬启闭机10年经验到闸门启闭机厂家(康禹)水工机械厂,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李峰岩-13001850829,QQ:1363194730,地址:《新河县城西开发区》。