





赛普塑料制品有限公司在激烈的市场竞争中,能实现稳步发展,靠的是以市场为导向,以质量为生命,以技术创新为依托。研究 浙江台州塑胶栈板市场的同时,不忘抓质量,并以不断的资金投入,确保技改项目的成功实施,从而提高了 浙江台州塑胶栈板产品质量,扩大了市场份额。市场经济不同情弱者,但也不会倾情于鲁莽,面对企业的生存竞争,更多的是依靠理性和智慧。以 浙江台州塑胶栈板产品质量赢得市场。


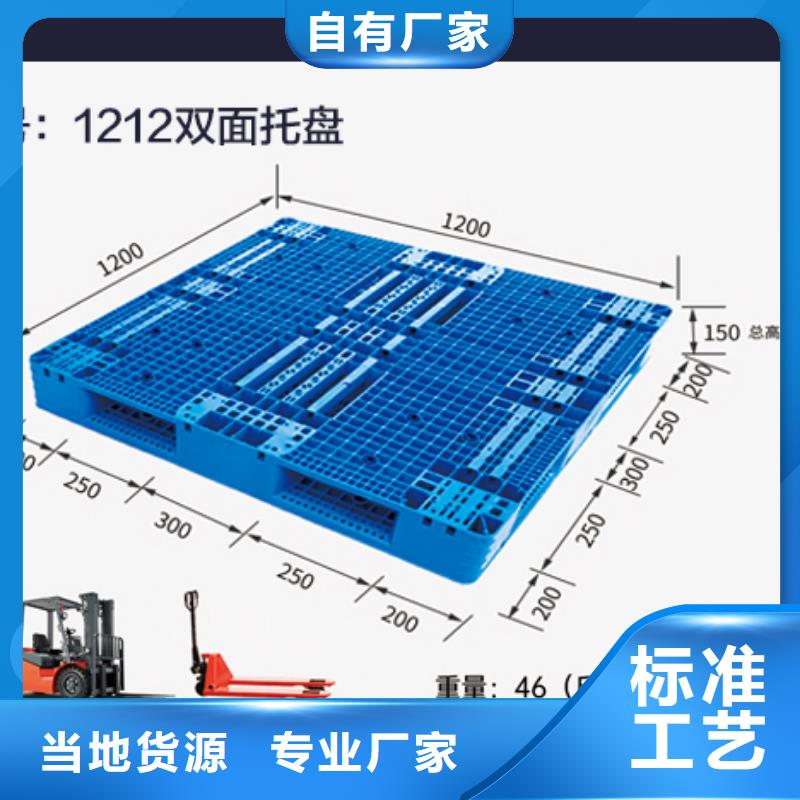
如果是往返周转或一次性使用,需要优先考虑对船运集装箱宽度2300mm的整合性,对1200*1000mm的托盘,要用长1200mm和宽1000mm的组合摆放,必须选用4向进叉。对1200*800mm的托盘,用800mm宽度的方向两组并排摆放。而对1100*1100mm的托盘用1100mm宽度,摆放2列,2向进叉或4向进叉都可以。



塑料托盘在仓库货架上使用时,要考虑货架的宽度及进深的尺寸,通常选取式货架每层每个货位摆放两块托盘,并留出200mm左右的存取活动空间。在深度方向上尽量给予大尺寸,这样做不会产生对塑料托盘承载量的苛刻要求,以节约采购费用。


塑料托盘的制作流程
其特征在于该方法包括以下步骤:
以高密度聚乙烯和高密度聚丙烯为原料,分别将两种原料粉碎成粒度为2~6毫米的颗粒,清洗后在100~120℃烘干2~4小时,得到干燥固体原料;
将上述两种干燥固体原料混合,混合比例为:再生高密度聚乙烯占原料总重的重量百分比为10~30,全新高密度聚丙烯占原料总重的重量百分比为90~70,得到原料混合物,在原料混合物中分别加入占原料混合物重量百分比为2~6的弹性体增韧剂、占原料混合物重量百分比为0.5~3的交联剂、占原料混合物重量百分比为0.5~2的流动助剂以及占原料混合物重量百分比为0.5~0.6的有机颜料,混合均匀,得到混合物;
使上述混合物在2万克至4万克的注塑机中,经柱塞料筒中100℃~220℃反应后注塑成型,模具温度为20~50℃,注射压力为80~140MPa,保压压力为注射压力的30%~60%,背压为5~20MPa,得到塑料托盘。

