


联系我们

冲压垫片免费咨询冲压件聊城冲压垫片免费咨询
更新时间:2025-01-01 22:42:07 浏览次数:4 公司名称:聊城 金海金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 10000吨 |
| 运费说明 | 3天 |
| 品牌 | 山东 |
| 产地 | 聊城 |
| 用途 | 机械配件 |
| 产品特色 | 易加工,交货快,来图定做 |
| 可售卖地 | 全国 |
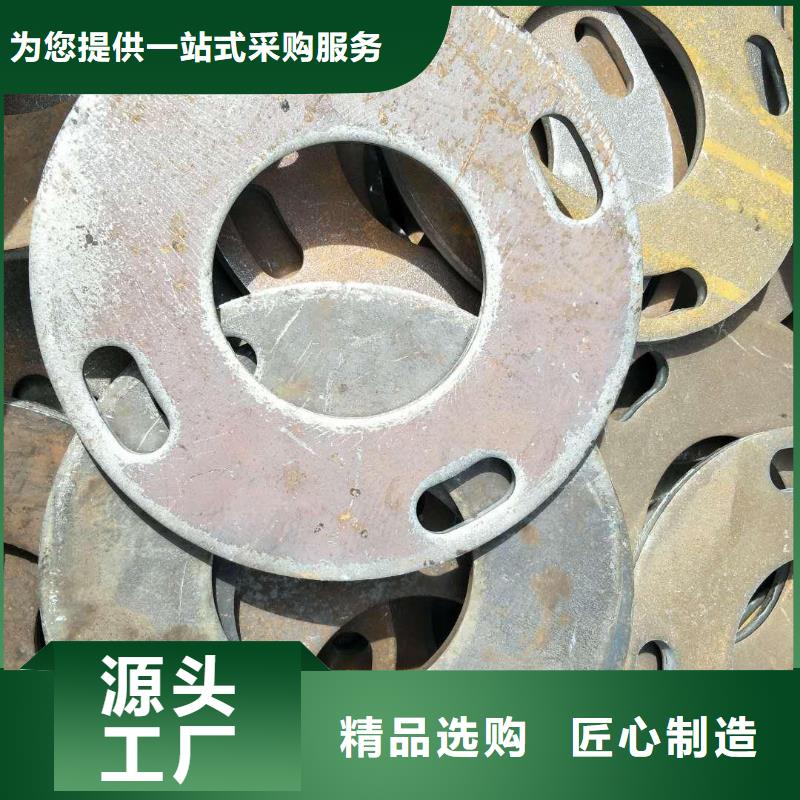






工业生产的每一种物品都存在着自身的优势和特点,当然冲压件加工也不例外,冲压件加工也具有着自身的特点,才会让我们有使用它的必要,那么下面我们就来了解一下冲压件加工的特点。
主要有一下两点:
1、冲压件加工生产出来的零件刚度比较好,我们在生产零件的时候,全部采用优质钢材进行生产,钢材厚度大小不一,通过所需要的压力采用相应吨位的冲床进行冲压,这样生产出来的零件,相比于其他生产工艺在刚度上要强很多,并且在整个冲压件加工过程中对零件内部结构不断进行改进,这样就在总体强度上得到了很大的。
2、冲压件加工的产品安装起来比较方便,我们在生产的时候,会根据您提供的图纸进行冲压,不会有多余部分的存在,需要什么的零件,就生产什么样的零件,是冲压的一大优势,所以我么在后期安装的时候,是非常便利的。
当然,冲压件加工具备的特点还有很多,我们会在今后的发展当中逐步的为您解答,希望通过我们的介绍,让您对冲压件加工这种生产工艺有很好的了解。


俗话说内行看门道,外行看热闹。说到五金冲压件,不懂行的人可能不认识,但是说到金属配件,很多会恍然大悟,在日常生活中很多物品都含有五金冲压件,可以说五金冲压件在各行各业都有很好的应用。
五金冲压件说简单点就是有色金属等材料通过冲压模具及冲压设备,加工成客户所需要的形状及尺寸。不同行业五金冲压件加工的材料及冲压模具、冲压流程及冲压设备都会有差异,因此求购五金冲压件的厂家对于五金冲压件的加工生产会选择不同的五金冲压件厂家。
对于五金冲压件加工厂的选择,说到底是对冲压件产品质量的选择,因此无论是规模较大的五金件加工厂还是小五金冲压件厂,保证五金冲压件产品质量才是增加订单量的重要条件。
但是在五金冲压件加工生产过程中,不可避免的会出现影响冲压件产品质量的因素,不但会影响冲压件加工生产效率减低产量,若冲压件不合格产品过多,还会增加成本,降低利润,对五金冲压件加工厂来说是非常大的损失。因此在五金冲压件加工过程中要尽量避免或降低不合格冲压件产品的几率。
和记腾科冲压件厂是一家专业从事冲压件加工生产的厂家,有十多年的冲压件加工生产经验,对五金冲压件、汽车五金冲压件、五金电子冲压件等冲压件加工有丰富的经验,在满足客户对冲压件要求的同时,保证冲压件产品的质量,也广受客户好评。
其实在五金冲压件加工生产过程中,影响五金冲压件产品质量的因素有很多,例如冲压件加工过程中,冲压件模具或冲压设备清理不及时,会导致五金冲压件表面凹凸不平,或冲压件尺寸不精准等等问题,这些都会影响五金冲压件产品的质量。
而严格的加工生产管理制度及规范是避免这些问题的有利条件,例如五金冲压件凹凸不平的问题,若在冲压件加工生产过程中对冲压件模具进行及时的检查清理及维护,就可以减少冲压件外观凹凸的情况。其次,冲压设备在进行冲压件成形及切割分离时,不可避免会产生原料碎屑或灰尘,这些也会影响冲压件外观的平整度,因此合理的加工生产规范及要求,是保证五金冲压件产品质量的重要保障。



对待客户金海金属材料有限公司执行一贯性的态度,从上至下无论总经理还是普通员工,都重视并维护客户的权益。公司始终秉承“诚实立身、信誉兴业”的宗旨。以质量求生存,用诚信铸品牌,用责任维护 山西太原精密管品牌。


(1).合理的模具设计。在级进模中,下料顺序的安排有可能影响到冲压件成形的精度。针对冲压件细小部位的下料,一般先安排较大面积之冲切下料,再安排较小面积的冲切下料,以减轻冲裁力对冲压件成形的影响。
(2).压住材料。克服传统的模具设计结构,在卸料板上开出容料间隙(即模具闭合时,卸料板与凹模贴合,而容纳材料处卸料板与凹模的间隙为材料厚t-0.03~0.05mm)。如此,冲压中卸料板运动平稳,而材料又可被压紧。关键成形部位,卸料板一定做成镶块式结构,以方便解决长时间冲压所导致卸料板压料部位产生的磨(压)损,而无法压紧材料。
(3).增设强压功能。即对卸料镶块压料部加厚尺寸(正常的卸料镶块厚H+0.03mm),以增加对凹模侧材料的压力,从而抑制冲切时冲压件产生翻料、扭曲变形。
(4).凸模刃口端部修出斜面或弧形。这是减缓冲裁力的有效方法。减缓冲裁力,即可减轻对凹模侧材料的拉伸力,从而达到抑制冲压件产生翻料、扭曲的效果。
(5).日常模具生产中,应注意维护冲切凸、凹模刃口的锋利度。当冲切刃口磨损时,材料所受拉应力将增大,从而冲压件产生翻料、扭曲的趋向加大。
(6).冲裁间隙不合理或间隙不均也是产生冲压件翻料、扭曲的原因,需加以克服。


