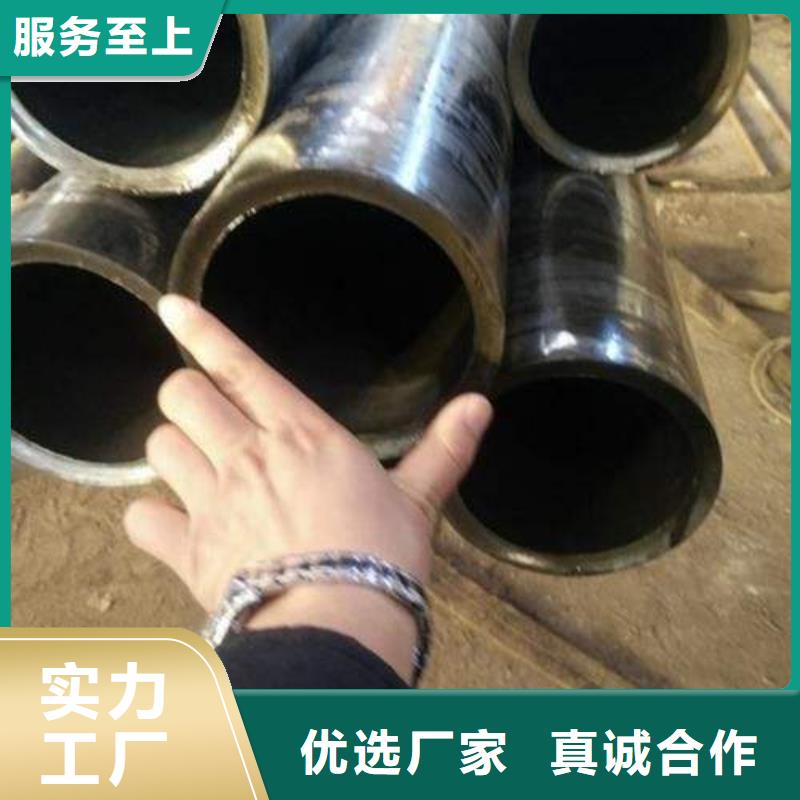



无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件,一般表面多为黑色,黑色为钢管进行普通退火时产生的氧化皮。精轧管是近几年出现的无缝钢管的衍生产品,主要是内孔、外壁尺寸有严格的公差及粗糙度要求。冷拔(轧)精轧管的特点:外径更小, 少外径可以做到4mm 左右。精度高可做小批量生产,小公差可以达到 0.03mm 左右。冷拔(轧)成品精度高,表面质 量好,有很好的表面光洁度,有的可以达到镜面要求。钢管横面积更复杂,可以做出各种特殊形状,如六角形,梯形,U型......钢管性能更优越,金属比较至密, 钢管强度升高,能承受更大的压强及机械力。高精度冷拔精轧管是一种新型高技术节能产品。近年来,采用本项技术生产的精轧管已广泛地应用于国内液压、气动缸,煤炭井下支架(支柱),石油泵管,千斤顶等制造领域。高精度冷拔精轧管的推广应用对节约钢材,提高加工工效,节约能源,减少液压缸、气缸加工设备投资有重要意义。



融拓金属材料有限公司位于经济开发区东昌东路当代大厦 ,本公司专业生产 山东泰安合金圆钢。 公司拥有专业的设计及施工团队,可以根据客户不同需求进行设计制作产品。我们依靠先进的生产设备、专业的设计研发团队、高质量、合理的价格及完善的售后服务体系。始终坚持“诚信为本、质量保证、客户为主的原则,以合格的产品引导市场,备受广大客户的青睐。 公司始终秉承“求实、创新、诚信、的企业宗旨,竭诚为您提供的服务,期待与您结成事业上的同盟,共谋发展,共创辉煌! 服务热线:132566086690635-8878616 欢迎来电咨询或到厂实地考察!


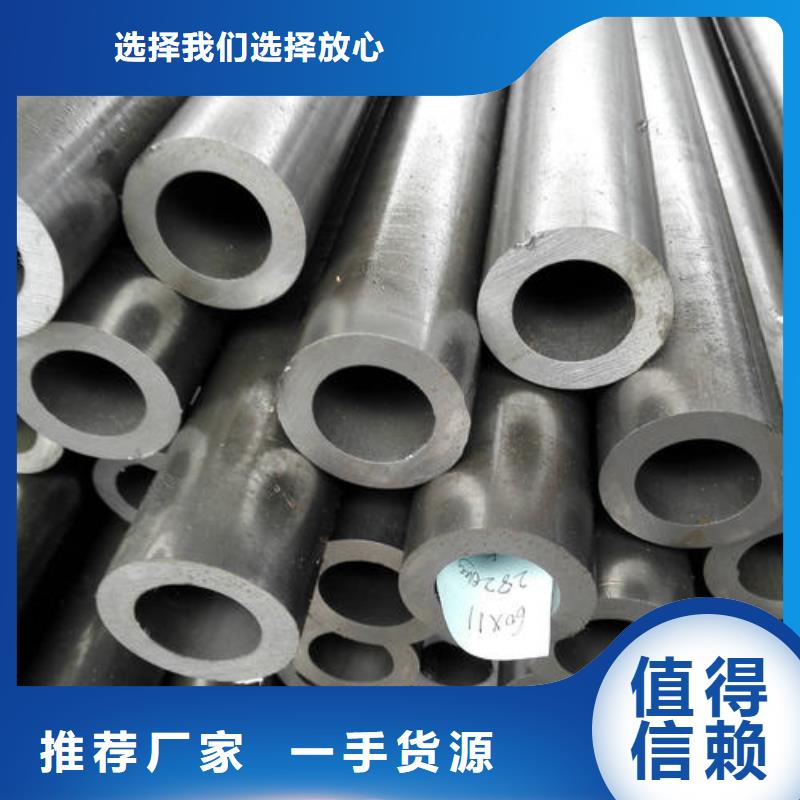
冷轧基本的工艺流程是:热轧毛管—>毛管检查、修磨—>毛管酸洗—>毛管酸洗后复检—>冷轧—>精拉道次前矫直—>酸洗、润滑—>精拉—>成品前处理—>入库。
生产需要注意控制:毛管壁厚要均匀、内外表面缺陷少;要配置外表面抛光及内孔缺陷清理设备。 与普通冷轧钢管相比,冷轧精密无缝钢管生产增加了热轧毛管酸洗复检工序,主要是要保证毛管外表面无折叠、裂纹等缺陷,排除掉内表面存在折叠、严重划线、麻面等缺陷的毛管。一般冷轧精密无缝钢管生产所使用的工具的表面光洁度要求在Ra0.4以上,尺寸精度达到H3以上,硬度要求在HRC70以上。同时要求拉轧过程中不能出现顶头或模具粘钢现象。
退火在所有的冷轧管生产中是非常重要的工序,退火质量的好坏既影响钢管的性能也影响氧化铁皮的。冷轧精轧管需要配置无氧化光亮退火炉设备。精密无缝钢管在硫酸酸洗过程中容易形成以Fe2O3、Fe3O4为主的“黑渣”,在后续生产中形成表面黑斑。Fe2O3、Fe3O4易溶于盐酸,为防止黑斑形成则在酸池中加入5-10g/l的NaCl 应选用树脂作润滑剂,这种润滑与磷化加润滑(皂化)相比有明显的区别,轧制出来的钢管呈现铁基体的本色,既有高的光洁度又有冷轧管般的漂亮外观色泽。生产冷轧精密无缝钢管的工业控制包括模具设计、退火、酸洗、润滑等条件控制,同时应在毛管质量检测、整修方面做好工作。



精轧管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧精轧管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足精轧管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧精轧管焊接,从而获得稳定的精轧管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。


精密无缝钢管材料的强度和硬度增加,塑性变形再结晶温度,但塑性和韧性下降。也被称为冷作硬化。原因是,精密无缝钢管的塑性变形过程中,晶粒滑移,出现位错缠结,细长,破碎和纤维化的粮食,内部精密无缝钢管产生的残余应力。度与加工和表面层的加工和硬化层深度来表示通常比淬火硬度。


