



想要知道Q345C灯光防撞护栏交货周期短产品如何?看视频就知道!看视频,选产品更明智!
以下是:Q345C灯光防撞护栏交货周期短的图文介绍


不锈钢复合管也会锈不锈钢复合管的吊运、装配、焊接、焊缝检查及加工过程中带来的表面油污、划伤、铁锈、杂质、低熔属污染物、油漆、焊渣、飞溅物等,这些物质影响了不锈钢复合管表面质量,破坏了其表面钝化膜。 不锈钢复合管酸洗钝化原理在钢制压力容器中规定有防腐要求的不锈钢制造的容器表面应进行酸洗钝化。不锈钢复合管在使用中通常有使用水清洗的工序,如使用海水的话,海水中富含氯离子,对钝化膜有较大的腐蚀作用,工况恶劣.进行酸洗钝化更是不可缺少。 不锈钢复合管放置于空气中会形成氧化膜,但这种膜的保护性不够完善,通过酸洗使不锈钢表面平均有厚度为10um的一层表面被腐蚀掉,酸液的化学活性使得缺陷部位的溶解率比表面上其他部位高,因此酸洗可使整个表面趋于均。 为何还要防锈不锈钢复合管容易使人误解的是他的名称不锈钢,其实当不锈钢复合管在机械加工,组装,焊接,焊缝检查等过程中带来表面油污时,这些物质破坏其表面的氧化膜,降低了不锈钢复合管的抗腐蚀性,就会发生腐蚀,并由此引发其它形成的腐蚀,因此有必要对其进行适当的防锈处理,以其腐蚀性。



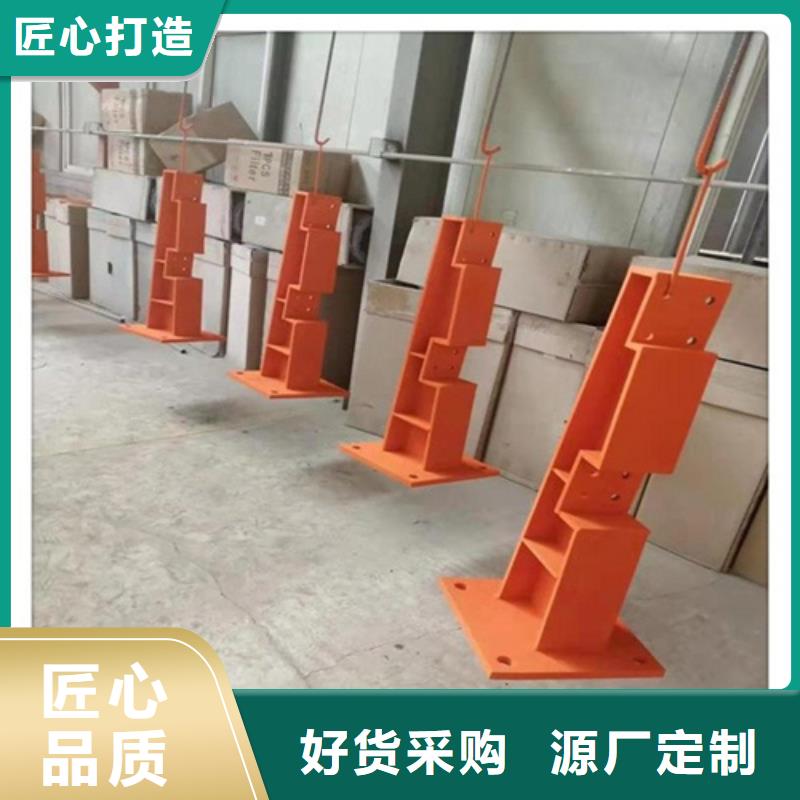
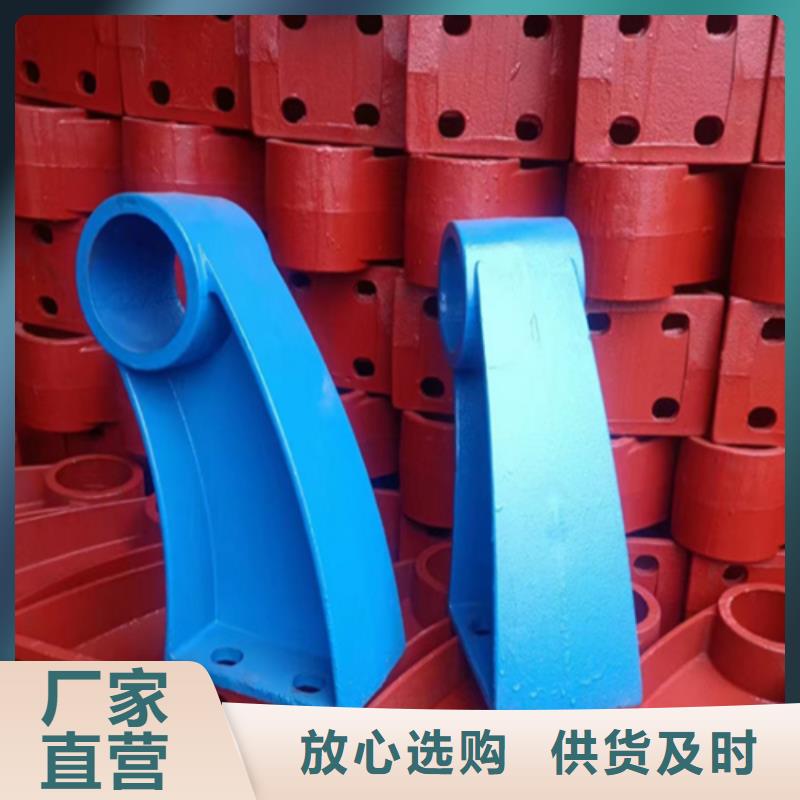
是纯不锈钢管佳升级换产品.真正实现了装饰与负荷完美结合。不锈钢复合钢管由不锈钢和碳素结构钢两种金属材料采无损压力同步复合成新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽外表,以及碳素钢良好抗弯强度及抗冲击性。 防撞护栏可以有效设备穿梭时因意外撞击造成的设备和设施的损坏,那么应该如何安装呢以下是安装防撞护栏的一些要点。在离梁表面10厘米的高度处嵌入40厘米的内部支撑钢筋,以确保下部的尺寸和拉杆的张力。顶部表面由17厘米钢筋支撑,并用拉杆紧固,以确保上部的尺寸。 嵌入护栏内部距离的钢筋用作顶拉护栏板的支撑点,以牢固地支撑护栏板,以确保其牢固的性。防撞护栏接头用护带板接头处的塑料胶带粘贴。螺钉用于固定护栏板之间的接头。海绵材料用于填充护栏板和路面层之间的接缝,以确保紧密的接缝,没有浆料泄漏和无污染。 安装防撞护栏时,应严格控制交错平台现象。选择特殊的脱模剂,确保混凝土颜色均匀,表面光滑。防撞护栏裂缝位于桥墩的顶部和中部。对于跨度超过30m的那些,可以适当添加裂缝,以防止应力集中混凝土在交通负荷下破裂,并确保裂缝的垂直规律性。 断裂的接头应用泡沫材料断开,端护栏板应由钢板制成。根据机械制造过程进行防撞护栏板加工。护栏板的角部采用倒角加工,线性形状光滑,尺寸严格按设计要求制作。制作好的挡板用于试拼数,对于错误的平台和平整度不符合要求及时,合格后即可使用。



在激烈的 陕西榆林道路隔离护栏厂家、景观灯光护栏厂家、桥梁防撞栏杆厂家、复合管防撞栏杆厂家市场竞争中,凭借良好的合作关系公司茁壮发展,在持续改进、追求卓越不断进取、不断满足的信念,宏达友源金属制品有限公司在不断创新中求发展,个人靠创新精神求进步,日积月累,量变到质变,每天的一小步,就是企业将来的一大步,点滴的汇集,使公司成长的实力雄厚的 陕西榆林道路隔离护栏厂家、景观灯光护栏厂家、桥梁防撞栏杆厂家、复合管防撞栏杆厂家企业。 公司可为用户订做各种特殊规格,特种材质 陕西榆林道路隔离护栏厂家、景观灯光护栏厂家、桥梁防撞栏杆厂家、复合管防撞栏杆厂家,交货及时,价格低,质量优,节假日照常营业、并可汽运、火运,量大可以在厂直接发货。


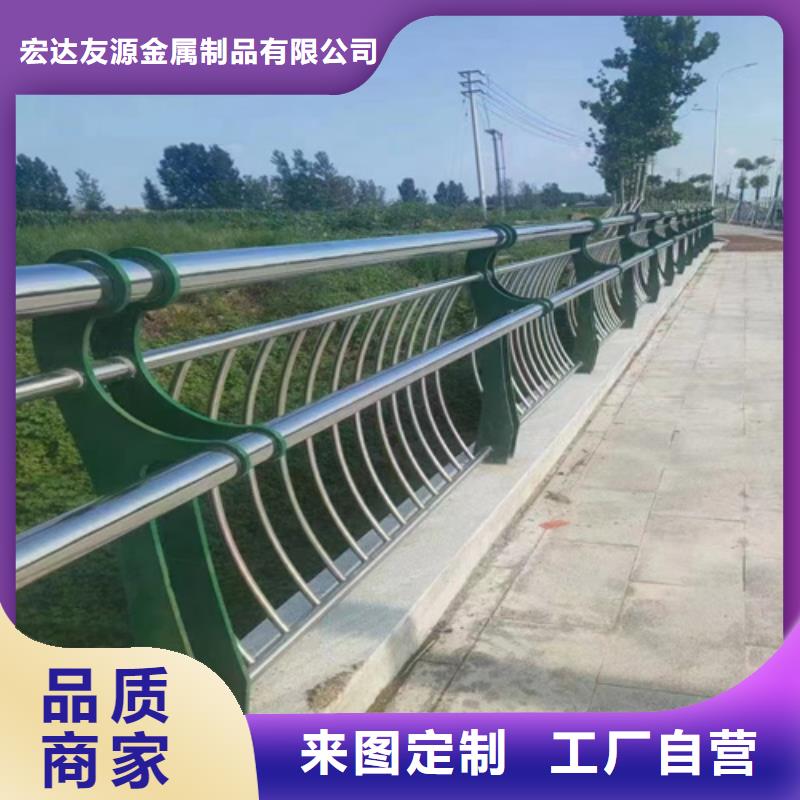
阳台护栏安装规范之材质的选择根据阳台护栏安装规范可知,阳台护栏的材质选择主要取决于一下几点因素:阳台是家居环境中与外界多的空间,整日风吹日晒,我们不得不注重其护栏的质量问题,因此,阳台护栏材质的首要特点便是具备防腐性。 阳台是一个半封闭式的空间,因此,阳台护栏的装修设计极为重要。那么,阳台护栏安装规范有什么规定呢。下面,小编就为大家总结出三点需要我们注意的事项。其次,阳台外面是会受到雨水冲刷的,因此,阳台护栏的材质也必须具备防水、防潮性,不被雨水侵蚀。 再次,阳台护栏材质的硬度必须达到其承重的指标。在受到外力冲击的时候,,需要有一定的抗变形性能。后,需要我们考虑的是阳台护栏的自重问题。因为,对于不同的阳台,其承重能力是不同的。是悬空的阳台,不能安装自重过重的阳台护栏,比如石雕阳台护栏在悬空的阳台上面就需要慎重使用。 阳台护栏安装规范之注重其美观性不同的材质,所打造的阳台护栏给人的视觉效果都是不一样的,阳台护栏为我们的阳台刻画出一道道亮丽的风景线。玻璃阳台护栏具备有清透的外观特点,颇富有现代生活气息。铁艺阳台护栏则通过其繁琐的造型而显得高雅古典,不一样的弧度设计,再涂刷上不同的防腐油漆,铁艺阳台护栏也是阳台之上的一种经典装饰。



防撞护栏是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管. (1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。 (2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。 (3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。 (5)采用外控或内控辊式成型。 (6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 (7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。 (8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。 (9)采用空气等离子切割机将钢管切成单根。 (10)切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。 (11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。 (12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。 (13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。

