


想要深入了解10#精密光亮管车丝产品?点击视频,让视觉与听觉共同为您展现一个比文字更丰富的世界。
以下是:10#精密光亮管车丝的图文介绍
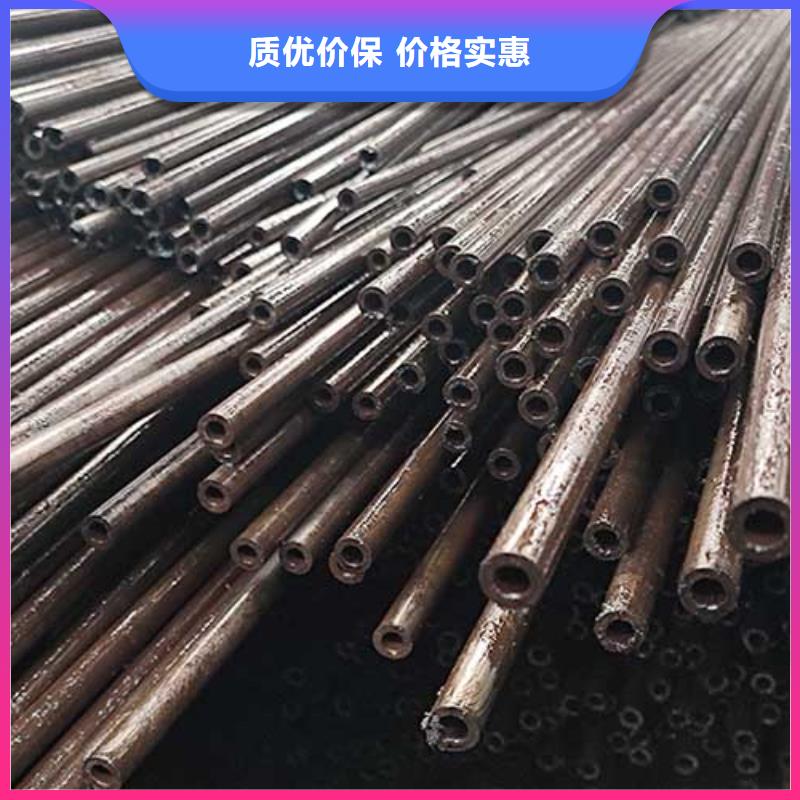
产品细节图

精密管故障诊断的操作原则,由于精密管一旦发生故障之后,牵扯的会比较多,很多与之相关的零配件甚至是整个设备都会因此受到不良影响,因此一定要对其故障进行及时的诊断并排除。相关的原则如下。应判明精密管的工作条件和外围环境是否正常;同时还需要弄清楚故障的性质,是设备机械部分或电器控制部分故障,还是精密管本身的故障?另外,还需检查清楚精密管各种条件是否符合正常运行的要求。其次是根据精密管故障现象和特征,确定与该故障有关的区域,从而逐步缩小发生故障的范围,检测此区域内的元件情况。一般我们使用的精密管都比较细,这就导致产生的气孔都在管材的表面,很难看。我们可以加大管材的厚度和直径,从而降低气孔的附着点,不会出现在表面。 精密管管材表面出现麻点、气孔,与管材自身的缺陷也有一定关系,我们应该尽量避免管材自身带来的问题,尽量对管材进一步加工处理,减少气孔、麻点等缺陷的产生,提高管材的生产效率和质量。为避免盲目性,要根据系统基本原理,进行综合分析、逻辑判断,找出精密管故障部位。由于精密管故障诊断是建立在运行记录及某些系统参数基础之上的,所以建立系统运行记录是关键的;而且具备一定检测手段,也能对精密管故障做出准确的定量分析。


精密异型钢管在退火时有时会出现局部波浪形的情况,为了避免这种情况的发生,我们在生产这种钢管时哪些地方是需要注意的?接下来小编来为大家介绍下。1.通过增加控冷风机的输出量,通过增加快冷风机的输出功率来进行调整。2.在异型管生产过程中,通过高低牌号调整和炉内气氛控制减少结瘤磨辊的时间,从而减少碳套辊的整体磨损。如果此时还出现碳套辊整体磨损边浪,则是碳套辊超期服役造成的。3.为两侧边浪,减少异型管带钢边部氮气通入量,增加二肋氮气通入量,将控冷挡板的比例由原来的2-5-9-5-2调整为1-6-9-6-1。4.正常情况下,连退炉内带钢张力根据带钢规格计算设定,原则是保证带钢的稳定运行。张力过小,影响纠偏辊的纠偏能力,不能保证带钢在炉内中间运行的轨迹,使带钢在炉内跑偏,严重时造成刮边。来料出现不平度为1.5%的浪形时,炉内张力应适当调低。5.生产中要使炉子两侧烧嘴燃烧的数量一致且分布对称,根据仪表显示和火焰颜色调整燃烧状态,使异型管带钢在无氧化炉内加热均匀,以防止产生加热浪形。6.碳套的使用周期根据生产规格和牌号可以有一定区别,生产牌号越高,碳套使用周期越短;生产规格越窄,碳套使用周期越短。建议中低牌号连退退火机组碳套使用周期为4-6个月。7.保证碳套辊与异型管钢带的同步性。在设定炉辊速度时,要考虑带钢的热膨胀,根据对应炉段的不同温度进行炉辊的速度补偿,使每根炉辊的速度都和相应的带钢速度一致,以减少炉辊和带钢速度不同步造成的炉底辊磨损。



公司实力

恒永兴金属材料销售 有限公司将秉承“企业成功 、员工幸福 、回报社会”企业使命,凭借品牌、技术、市场、服务等强大实力,恪守“艰苦奋斗、务实、合作共赢”核心价值观,全力打造一个 湖北随州不锈钢管行业竞争优势显著、企业特色鲜明、社会尊重、员工自豪的优质企业。
