

我们精心制作的液压缸筒产品视频已经准备就绪,【解锁新品!】液压缸筒产品视频,带你穿越新品体验之旅!
以下是:液压缸筒的图文介绍
安达液压机械有限公司不断创新的企业文化培养了一支的员工队伍,“精益求精、改善永无止境”的经营理念不断在企业的经营活动中得到。公司在追求精益求精的过程中,不断完善自我、树立品牌形象,在企业持续发展的过程中与客户精诚合作,竭诚为新老用户提供具优质的 山西朔州珩磨管加工厂产品及服务,为顾客创造价值,为社会进步做出贡献。



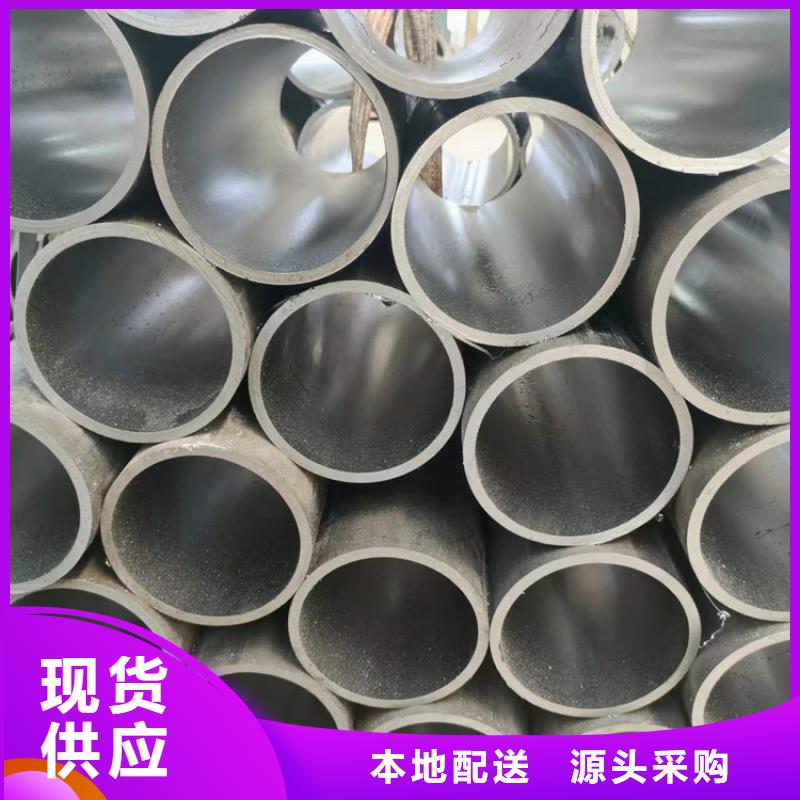
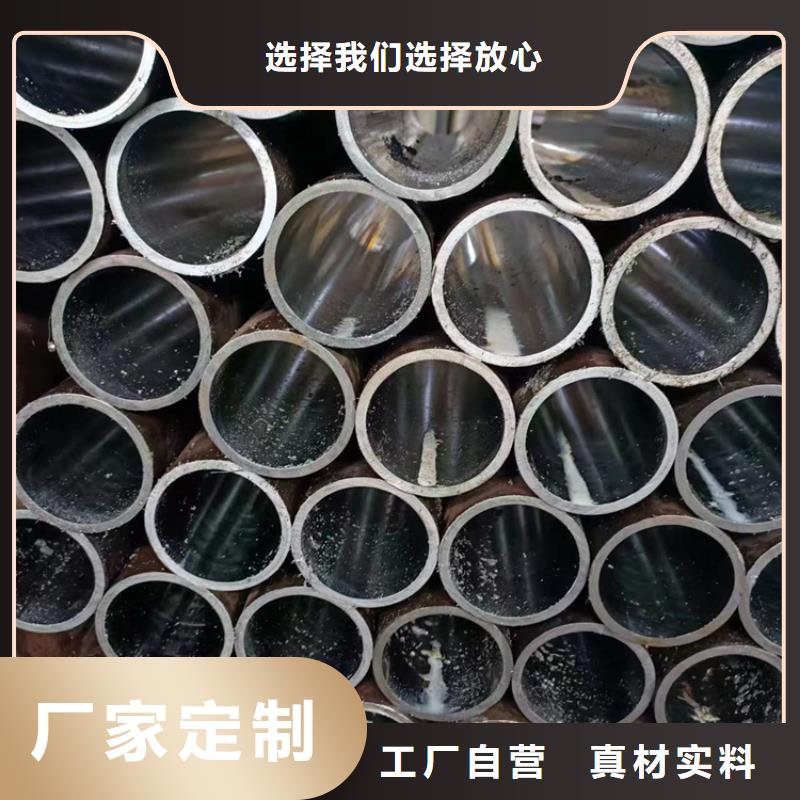
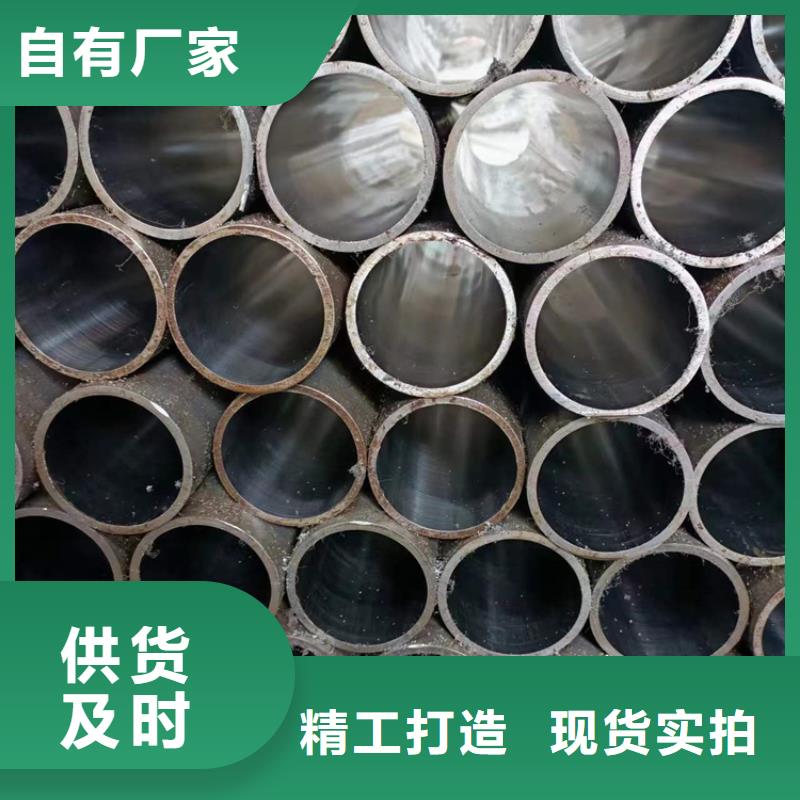
华尔网珩磨管油缸管绗磨管1、油缸管采用45#钢制作,表面镀铬,φ50mm×770mm部分经调质处理。表面渗氮后,芯部硬度为28~32hrc,表面渗氮层深度为0.2~0.3mm,表面硬度为62~65hrc。这样,精密油缸钢管不仅具有一定的韧性,而且具有良好的耐磨性。2、油缸管正常使用时承受交变载荷,φ50mm×770mm处密封该设备来回摩擦其表面,因此需要高硬度绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。绗磨管是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。滚压管



华尔网珩磨管油缸管绗磨管大送进角下导致顶头与轧辊的辗轧锥更不平行。
③轧辊转速不当也会影响壁厚精度。
(4)管坯的定心和加热。
定心孔偏心和加热不均匀(阴阳面)都将造成壁厚不均。
(5)穿孔机的刚度、结构和调整。
穿孔机的机身刚度不够,其上的锁紧机构不可靠;顶杆的定心装置调整不准确,运行不可靠和距离机身较远;轧制中心线的调整,一般采用低于轧机中线,其目的是提高轧件的稳定性,若调整过大,因轧制线下移后,变形区内工具之间的相对关系发生了非对称变化,也会影响毛管的壁厚不均。滚压管


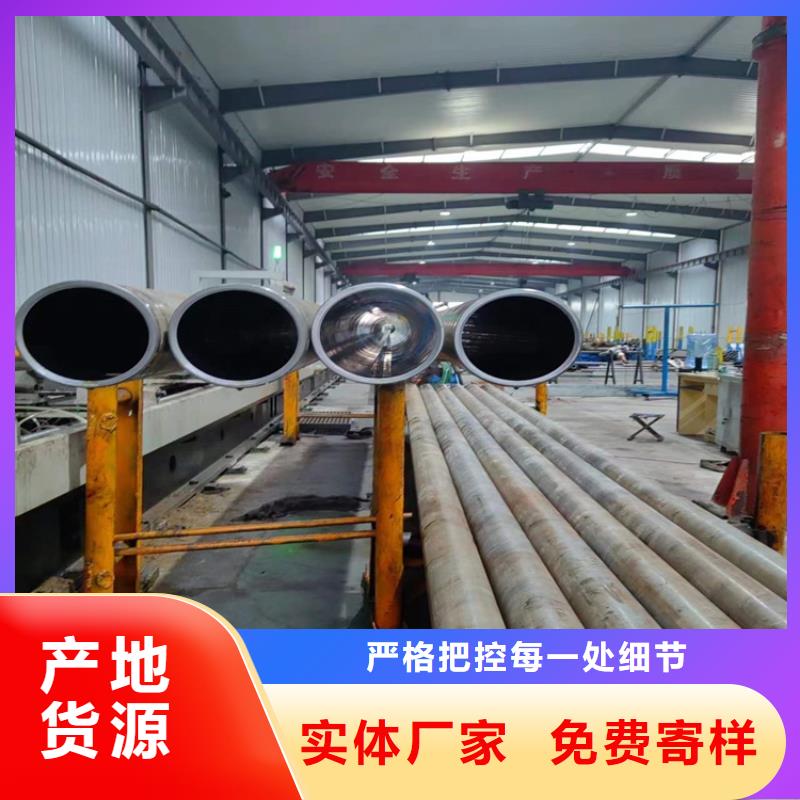
华尔网珩磨管油缸管绗磨管在工艺上绗磨工艺就是珩磨机进行深孔绗磨的珩磨工艺是磨削加工的一种特殊形式,又是精加工中的一种加工方法。绗磨加工时珩磨时利用珩磨头圆周上的一条或多条油石,同时使珩磨头旋转和往复运动,零件不动;或珩磨头只作旋转运动,工件来回运动,实现绗磨。而滚压加工原理:是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加适量的压力,硬度和强度增加,从而改变了工件表面的耐蚀性和配合性。滚压管是一种无切削的塑性加工方法。滚光管的表面硬度比珩磨管高,增加了使用寿命。滚光管加工时间大大的缩短了,批量生产更加快捷。滚光管比珩磨管的直线度和精度大大的提高了。我厂专业生产销售:绗磨管、油缸管、气缸管、无缝管,冷拔油缸管、冷拔精密钢管、绗磨管、油缸专用管等,广泛用于汽车配件、摩托车配件、农业装备配件、工程机械、电机外壳、健身器材、家具制造等。技术条件为:内孔精度H3—H8,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#、45#、16Mn、304不锈钢、316L不锈钢、27SiMn及部分低合金钢,标准GB8713-88。规格为直径25-350mm,长度为2-12M的各种类型绗磨管,非标一支可定制。
山东熙达液压科技有限公司期待着与您的精诚合作!咨询电话:17706353138



