


文字或许能描绘
铜止水批发零售产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
以下是:
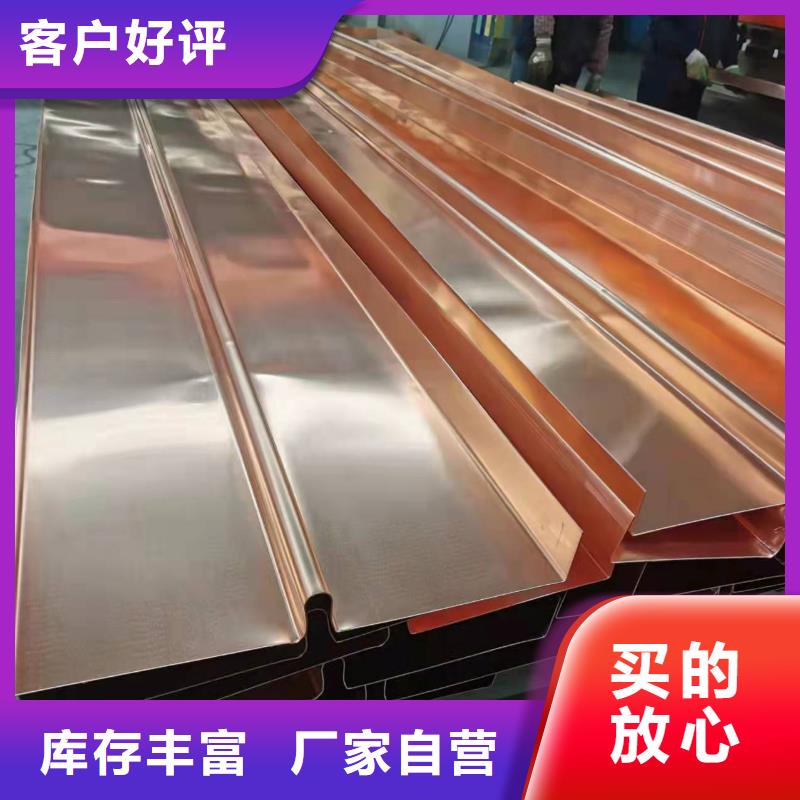
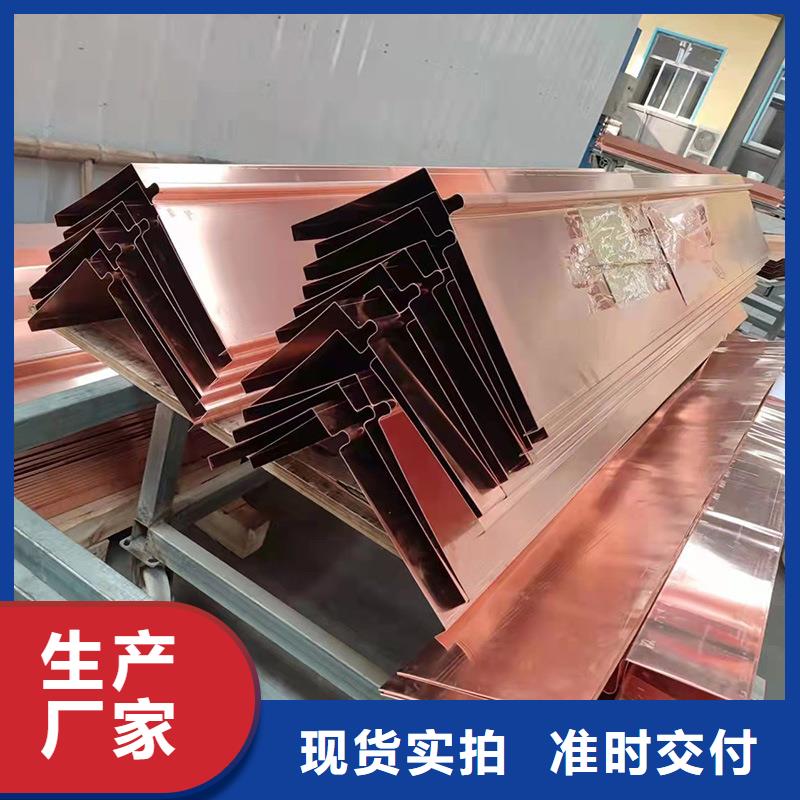
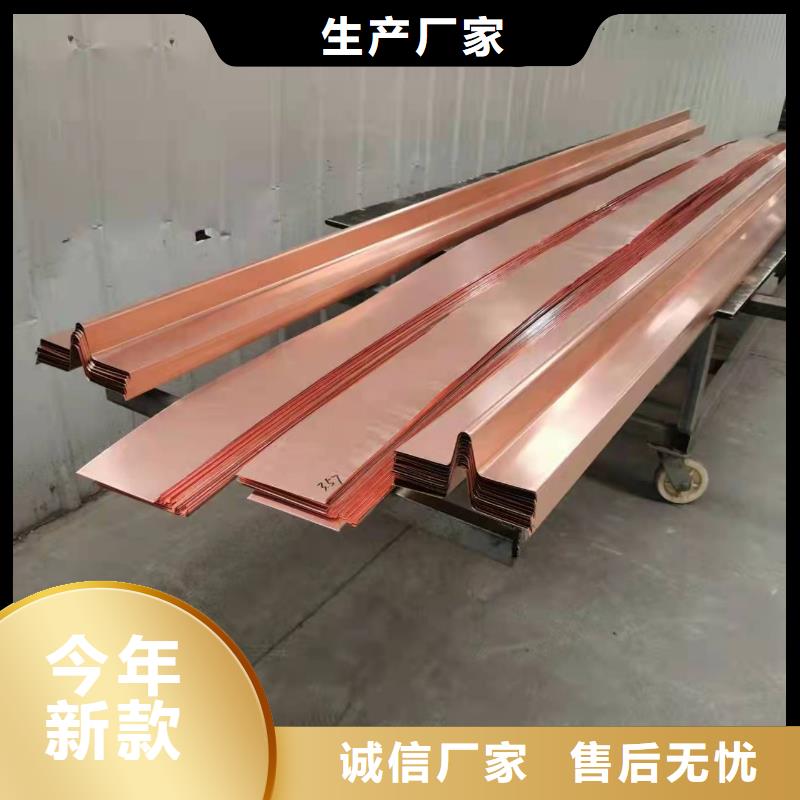
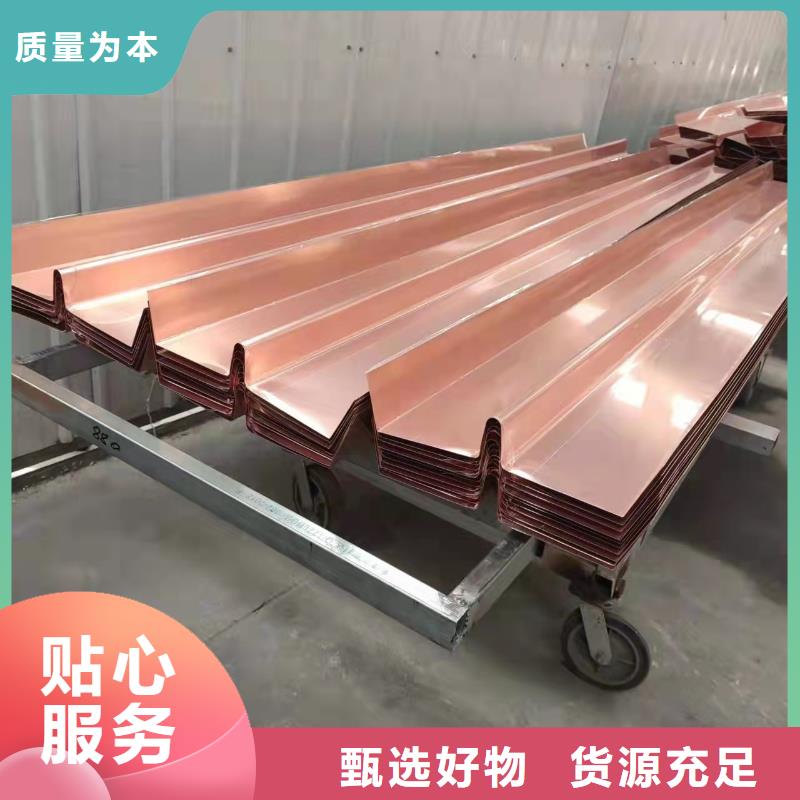
铜止水批发零售的图文介绍

金鸿耀工程材料有限公司用心选材,整体采用高品质材料。做工精细提高产品质量,注重产品细节的制造。主营产品 山西朔州沥青麻絮。我们本着生产优良、经销诚实守信、服务热情周到的服务宗旨和协助伙伴成就事业从而成就自己的事业的立业精神,为客戶提供良好的品质和服务。


止水铜片紫铜止水焊接,通常采用搭接焊的方式,山西朔州止水铜片一般搭接长度不小于20mm,而焊接采用的焊条对焊接的工艺会有一定的影响。采用母材剪条焊接时,由于同时紫铜材料,熔点高,止水的厚度都小于2毫米,火焰功率小则紫铜板不熔化,火焰功率大则紫铜板容易被烧穿,极难操作掌握。使用H01-12型焊枪,1毫米厚的铜板用2号嘴,2毫米的铜板用4号、5号嘴。采用中性焰将紫铜板接缝处加热至表面熔化,似汗珠出现时,加入焊条同时熔化,逐步前移,由于焊接过程中铜板容易被氧化,形成氧化亚铜对焊缝产生危害,所以要不断的用焊条粘上硼砂加入焊缝中。 采用黄铜焊条焊接时,由于黄铜焊条熔点较低,母材不需熔化,属于硬钎焊,所以操作简单点,将铜止水加热至亮红色,900℃-1000℃时,加入黄铜焊条,使熔化的黄铜焊条,将上下紫铜止水的边沿粘接牢固,焊接完成后,将焊缝加热后用冷水急冷,可以提高焊接接头的塑性和韧性,通常叫水韧处理。 将止水跟前的钢筋安装一根,用铅丝将止水顶部固定于钢筋上,以防止被风吹倒。焊接完成后,待焊缝冷却下来,用毛刷将紫铜止水带的单面刷上煤油,检查是否有渗漏现象,如有渗漏现象则马上补焊。 但是前者是传统焊法,是 性接头,不可分开,而后者属于钎焊,用火焰烧烤则可将母材分开,预埋进大坝之后,他的抗拉次数肯定不及前者,即折叠次数肯定小于前者。另钢筋窄间隙焊方面,钢筋搭接焊规定焊缝长度为10倍d,即10倍于钢筋的直径,而钢筋窄间隙焊缝却只有1倍于钢筋直径,又采用同样的焊接材料,同样的焊接设备,没有给焊缝添加任何合金元素,因此在做强度试验时没钢筋接头被从焊缝处拉断,虽然强度达到要求,但还是从焊缝处拉断。实验室的师傅说:焊缝不合格的,从试验角度分析,应该是母材拉断而焊缝不断才认为合格。本人认为那不可能,因为钢筋窄间隙焊是两根钢筋端部的焊接,焊接时采用小电流则钢筋端部熔合不好,采用大电流施焊,焊缝始终处于过热状态,合金元素烧损严重,所以焊缝金属机械性能肯定低于母材。



紫铜止水的防水效果主要由材料执行标准的达标情况、设计的山西朔州止水铜片止水铜片形状以及安装施工三个方面决定,那么又该满足怎样的标准才能保证紫铜止水的防水效果呢? 首先,紫铜止水的材料要求满足 标准,水工建筑防水铜产品多由T2型材加工而成,其抗拉强度以及延伸率根据要求选择软化退火态(O60抗拉强度大于195MPa,延伸率大于30%)、四分之一硬态(H01抗拉强度215~295MPa,延伸率大于25%)、二分之一硬态(H02,抗拉强度245~345MPa,延伸率大于8%)。 其次,在紫铜止水原材料质量达标的基础之上,为了更大限度的应用其防水作用,止水铜片的设计应尽量含有立腿,铜鼻子深度以及宽度符合正常施工缝标准。 第三,紫铜止水的安装施工方面,确保铜鼻子中心线与施工缝中心线的偏离程度小于5mm,大骨料不能在紫铜止水片周围堆积、下料以及振捣。 紫铜止水焊接件要求无孔洞、斑点、砂眼、裂纹,且表面应光滑,无渗水、漏水现象。 在工厂加工的铜止水片一抽查为主,抽查数量不少于接头总数的20%。而在现场焊接的接头,应逐个进行外观和渗透检查。


