
以下是我们上传的406*10小口径内外涂环氧树脂钢管SY/T5037视频,视频介绍比图文介绍更全面直观一些,您可以点击观看。
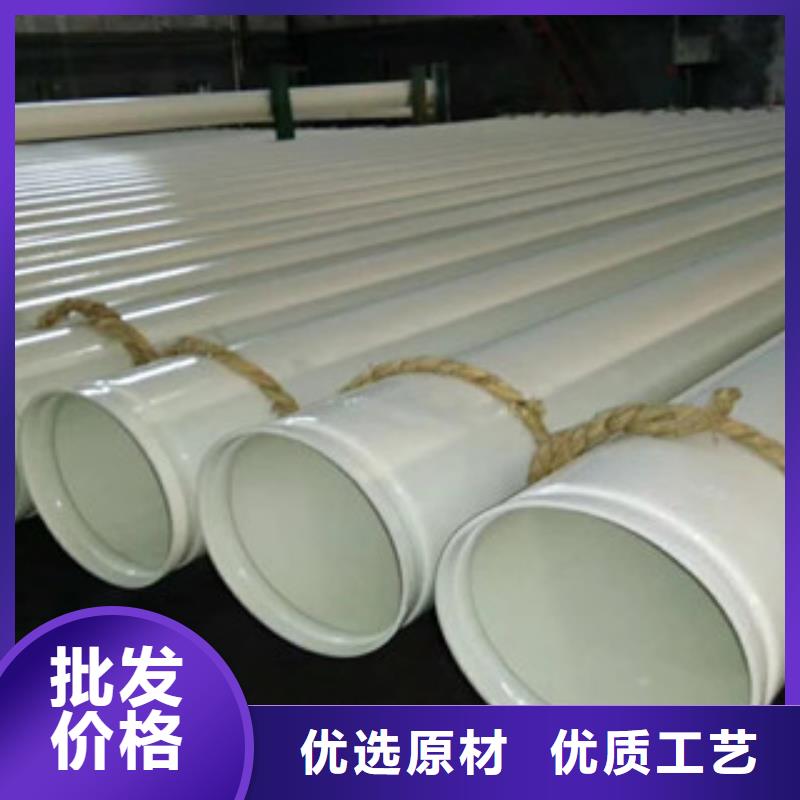
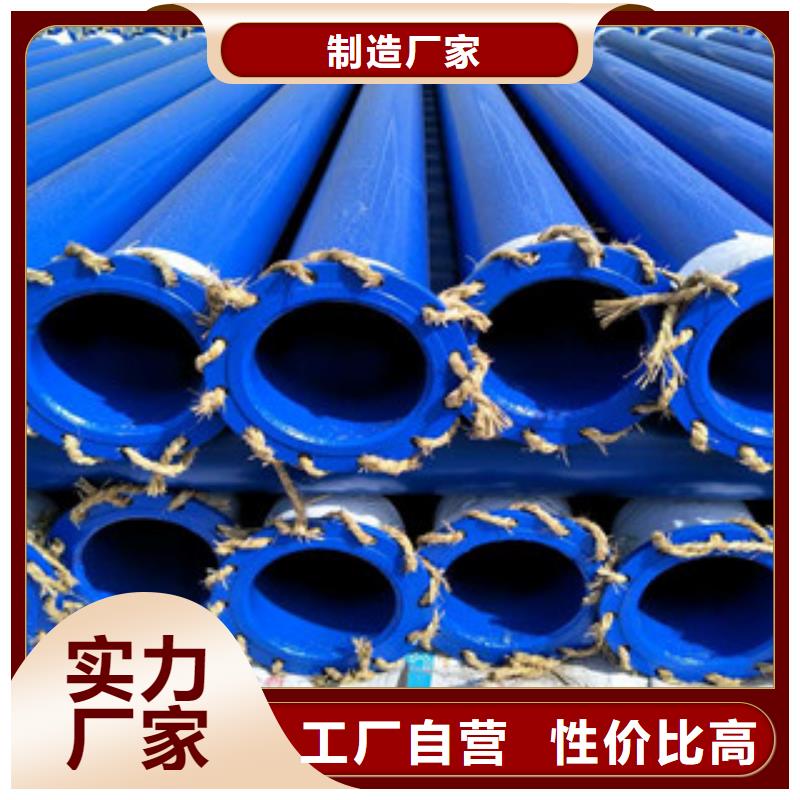
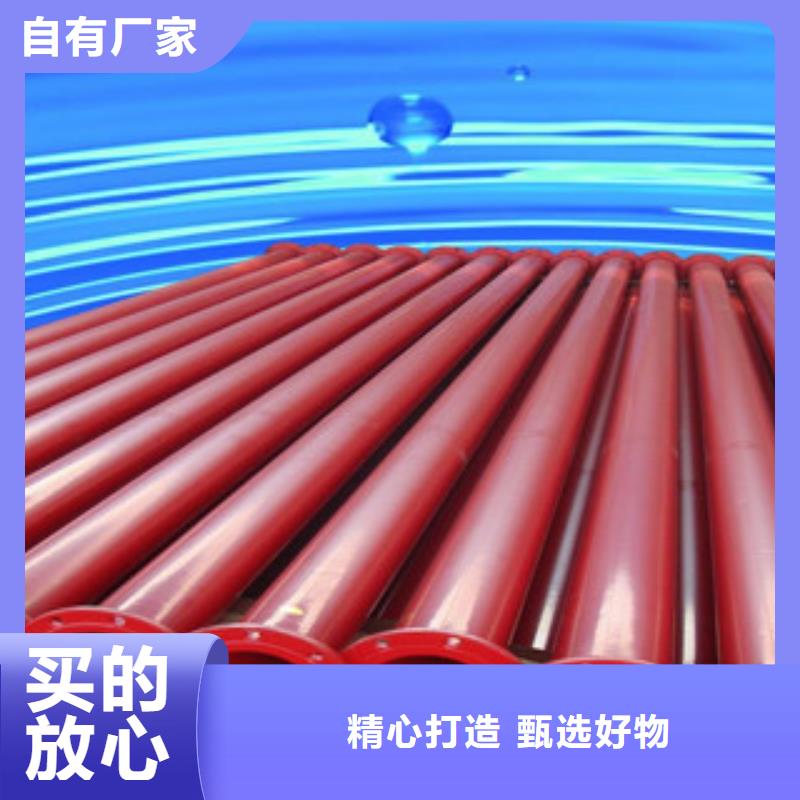
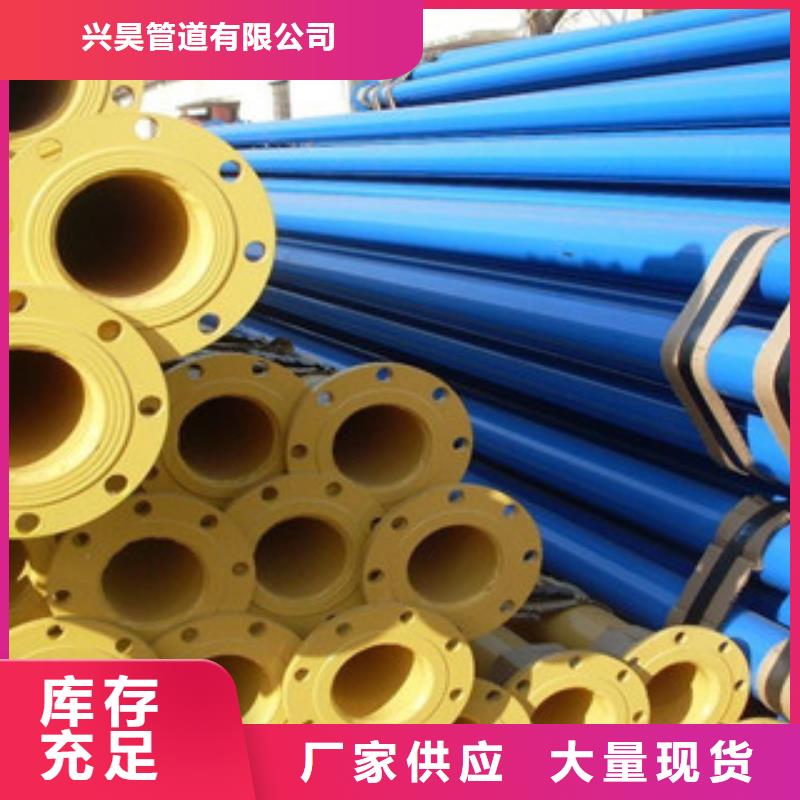
以下是:406*10小口径内外涂环氧树脂钢管SY/T5037的图文介绍


绍兴兴昊管道有限公司拥有 热浸塑复合钢管研发设计队伍。以“做优质 热浸塑复合钢管产品,创知名品牌”的经营理念,努力打造 热浸塑复合钢管产品的水平。我公司的 热浸塑复合钢管产品品种齐全、交货及时,如果您在安装时有什么问题或见解,请及时与我公司售后联系,我公司会在24小时内帮您解决。 我公司秉承以人为本,注重人才,注重管理。 公司注重技术投资,不断提高 热浸塑复合钢管产品的质量和档次,为公司产品在国际市场上拥有更强的竞争力提供有力保证。


专门的热处理。热处理后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。可根据用户要求订做各种材质规格无缝钢管,特殊厚壁无缝钢管。可或传真提前系我公司。公司经营理念:以客户为中心,质量为根本,公司经营方针:拾遗补缺诚实守争市场,质量保证从正规厂家直接进货,严格按用户要求的质量标准供货,并对质量负责到底,对不相符的材料包退、包换、包赔。周到服务联系及时答复;批零兼营,一支起售,帮助余缺调剂;运输,节假日不休息。


大口径螺旋钢管制造步骤总结(1)原材料即带钢卷,焊丝,焊剂。在投入前都要通过严厉的理化查验。(2)大口径螺旋钢管带钢头尾对接,选用单丝或双丝埋弧焊接,在卷成钢管后选用主动埋弧焊补焊。(3)成型前,带钢通过矫平、剪边、刨边,表面整理运送和予弯边处理。
(4)选用电接点压力表操控运送机两边压下油缸的压力,确保了带钢的平稳运送。(5)选用外控或内控辊式成型。(6)选用焊缝空隙操控设备来确保焊缝空隙满足焊接要求,管径,错边量和焊缝空隙都得到严厉的操控。
(7)内焊和外焊均选用美国林肯电焊机进行单丝或双丝埋弧焊接,然后取得安稳的焊接质量。(8)焊完的焊缝均通过在线接连超声波主动伤仪查看,确保了100%的螺旋焊缝的无损检测覆盖率。若有缺点。


