

联系我们

当前位置:
建贸数控钢筋笼滚焊机厂家有限公司 >山西当地今日热点
108小导管割孔机川藏铁路使用
更新时间:2024-12-28 23:07:40 浏览次数:2 公司名称: 建贸数控钢筋笼滚焊机厂家有限公司
以下是:108小导管割孔机川藏铁路使用的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 35000/台 |
| 发货期限 | 3 |
| 供货总量 | 10 |
| 运费说明 | 汽运 |
| 名称 | 尖头机 |
| 型号 | 50 |
| 缩尖长度 | 10-20 |
| 高频功率 | 50 |
| 电机功率 | 7.5 |
以下是:108小导管割孔机川藏铁路使用的图文视频





108小导管割孔机川藏铁路使用,建贸数控钢筋笼滚焊机厂家有限公司为您提供108小导管割孔机川藏铁路使用产品案例,联系人:赵通,电话:13080162012、13080162012,QQ:2661503466,发货地:石像镇老官赵村3组发货到山西省 太原市、大同市、长治市、晋城市、阳泉市、朔州市、晋中市、运城市、忻州市、临汾市、吕梁市。 山西省 山西省地势呈东北斜向西南的平行四边形,是典型的为黄土覆盖的山地高原,地势东北高西南低。高原内部起伏不平,河谷纵横,地貌有山地、丘陵、高原、盆地、台地等,其中山地、丘陵占 80%。山西省地跨黄河、海河两大水系,河流属于自产外流型水系。山西省地处中纬度地带的内陆,属温带大陆性季风气候。山西地处秦晋文化区,历史代表文化为“三晋文化”。
文字或许能描绘108小导管割孔机川藏铁路使用产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
以下是:108小导管割孔机川藏铁路使用的图文介绍

建贸数控钢筋笼滚焊机厂家有限公司是集科研、开发、生产、推广、服务为一体的专业生产加工企业。技术力量雄厚,检测手段齐全,具有完善的科学管理及质量保证体系。主要产品有: 山西小导管冲孔机,本公司位于石像镇老官赵村3组。经多年的生产实践已形成完整的系列产品,并在国内建立了广泛的应用网络。产品质量在同类企业处于先进水平。我公司坚持“诚信为本,信誉至上”的宗旨。竭诚为广大用户服务。我公司愿与各界朋友真诚合作,共同发展。


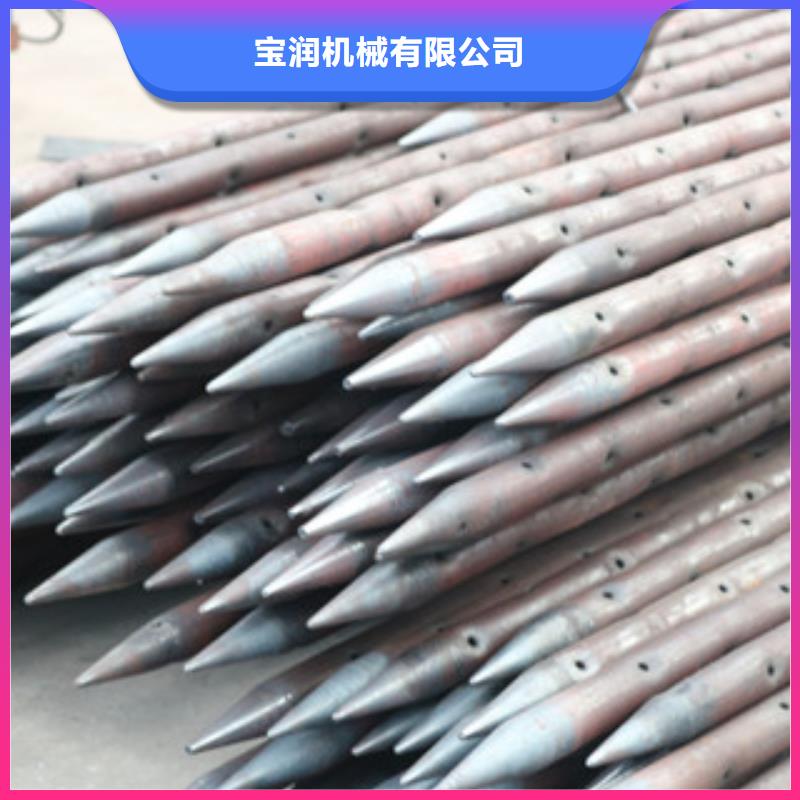
设有闭路循环润滑系统,确保机器长时间正常运行,机器模具更换简单没在相应模具配合下可加工不同形状金属管,不同新研发生产的新一代管工产品,主要针对于桥隧行业的钢管尖头缩管要求设计,具有无污染,效率快、体积小、重量轻、开模快、易操作、好维修等优点,是桥隧行业的钢管尖头缩管的机型。
小导管尖头设备外形美观、结构紧凑、操作简单,三相、单相电压可选扣压到位时油缸自动回位,可采用手动和自动操作,运行平稳可靠.故障率低,模具与模座为轴向滑动,燕尾式模具,装卸方便。广泛适用于城市建筑、工程机械,液压机械,油田等行业。
超前小导管尖头加工机优势明显1,可代替5-8名工人,产量;2、不需要氧气,节省耗材,成本;3、加工的成品标准,符合技术标准加工和小导管管加工效益相比耗材成本/罐氧气/罐=110元小导管成型机;无电费成本工。
产品描述品牌河南宝润机械BR42小导管尖头机操作规程1、操必须熟悉本小导管尖头机的性能和结构,了解并遵守小导管尖头机的操作规程及本工种技术规程。2、上班前必须穿戴好个人劳动保护用品。工作前对设备的电器、编制程序、仪表、电、气管路等认真检查,是否完好,有无损坏或失灵缺陷。
3、检查小导管尖头机的润滑系统、机械系统、传动系统、防护装置是否齐全,完好,并适当加注润滑油。检查各链接螺栓及零件是否紧固,操作按钮是否完整,操作灵活。4、加工小导管尖头时操头、手或身体的任何部位不得进入工作空间区,防止夹伤。
严禁在运行的材料上放置其他物品或进行测量等工作。5、两人或两人以上人员同时操作时,必须分工明确,由一人统一指挥,集中精力并密切配合,如发生故障或出现异常时,应立即停机,关闭电源后方可维修。6、工作完毕,关掉电源、气源、清理好现场卫生,擦拭设备,在规定区域码好物品。
小导管尖头设备外形美观、结构紧凑、操作简单,三相、单相电压可选扣压到位时油缸自动回位,可采用手动和自动操作,运行平稳可靠.故障率低,模具与模座为轴向滑动,燕尾式模具,装卸方便。广泛适用于城市建筑、工程机械,液压机械,油田等行业。
超前小导管尖头加工机优势明显1,可代替5-8名工人,产量;2、不需要氧气,节省耗材,成本;3、加工的成品标准,符合技术标准加工和小导管管加工效益相比耗材成本/罐氧气/罐=110元小导管成型机;无电费成本工。
产品描述品牌河南宝润机械BR42小导管尖头机操作规程1、操必须熟悉本小导管尖头机的性能和结构,了解并遵守小导管尖头机的操作规程及本工种技术规程。2、上班前必须穿戴好个人劳动保护用品。工作前对设备的电器、编制程序、仪表、电、气管路等认真检查,是否完好,有无损坏或失灵缺陷。
3、检查小导管尖头机的润滑系统、机械系统、传动系统、防护装置是否齐全,完好,并适当加注润滑油。检查各链接螺栓及零件是否紧固,操作按钮是否完整,操作灵活。4、加工小导管尖头时操头、手或身体的任何部位不得进入工作空间区,防止夹伤。
严禁在运行的材料上放置其他物品或进行测量等工作。5、两人或两人以上人员同时操作时,必须分工明确,由一人统一指挥,集中精力并密切配合,如发生故障或出现异常时,应立即停机,关闭电源后方可维修。6、工作完毕,关掉电源、气源、清理好现场卫生,擦拭设备,在规定区域码好物品。



安装允许偏差:横向和高程为:±5cm,垂直度为±2°;各节钢架间应以螺栓连接,连接板应密切,连接板局部缝隙不超过2mm;沿钢架外缘每隔2m应用钢楔或混凝土预制块楔紧;钢架之间宜用直径为Φ22mm的钢筋采用焊接方式连接,环向间距符合设计要求。钢架所用钢筋(材)的规格、型号、材质满足设计要求和 有关现有技术标准的规定。钢架不宜在受力较大的拱顶及其它受力较大的部位分节。格栅钢架的主筋直径不宜小于18mm,且焊接应符合设计要求。钢架按设计尺寸在洞外下料分节焊接制作,制作时严格按设计图纸进行,保证每节的弧度与尺寸均符合设计要求,每节两端均焊连接板,节点间通过连接板用螺栓连接牢靠,加工后必须进行试拼检查。严禁不合格品进场。格栅按分部开挖情况分段、分单元制作加工,在钢筋加工场地按1放样,严格按照格栅图纸结构(预留变形量10cm)加工,格栅采用胎模焊接。钢格栅制作加工时严格按格栅图纸控制分段、分单元。格栅钢架钢筋的弯制和末端的弯钩严格按照设计图纸加工,格栅的焊接不得有假焊,焊缝表面不得有裂纹、焊瘤等缺陷,焊接时采用E502焊条。格栅钢架钢筋加工满足设计要求,加工尺寸控制在允许偏差范围内,钢筋焊接:U型筋与主筋连接采用双面焊接连接方式,焊接长度为5d(d为钢筋直径),焊缝高度h不小于钢筋直径的0.3倍,焊缝宽度b不小于钢筋直径的0.7倍;焊接时引弧应在搭接焊的一端开始,收弧应在钢筋的端头上,弧坑填满。
层焊缝应有足够的熔深,主焊缝与定位焊缝应密实。钢筋焊接后应对焊渣进行。首榀钢架加工完成后放在平整的水泥地面上进行试拼,检查各部尺寸均符合设计要求时才可进行批量生产。拼装后允许误差为:周边拼装允许误差为±3cm,平面翘曲应小于2cm。格栅应在开挖或初喷混凝土后及时架设。架设前应由测量人员将待架格栅的位置(里程、中线和水平)测放在岩面或喷射混凝土面上。格栅制作完成在运输过程中应避免磕碰变形。开挖完成后测量复核开挖断面,满足设计要求后进行安装控制点放线,准确测量出中线、水平点、里程及型钢拱架接点位置。放线完成后清理完成底部虚碴及杂物后,机械配合人工对拱架进行现场安装。安装时从下至上顺序安装,边墙安装后复测到位后对脚底和节点处进行固定。
采用锁脚锚管进行加固,保证拱加稳定牢固。边墙安装完成后进行拱部钢架安装,采用机械配合人工安装,顶部就位后先用螺栓连接,再对拱部和边墙处节点进行调整,达设计要求后再对拱脚处节点进行加固。然后对拱部超前小导管施工,并与钢架进行焊接,保证钢架稳固。钢架安装时,应严格控制其内轮廓尺寸,且预留沉降量,防止侵入衬砌净空。钢架与围岩间的间隙必须用喷混凝土充填密实;钢架应全部被喷射混凝土覆盖,保护层厚度不得小于40mm。钢架应按设计要求安装当拱脚开挖超深时,加设钢板或混凝土垫块。安装后利用锁脚锚杆(或锚管)定位;超挖较大时,拱背喷填同级混凝土,以使支护与围岩密贴,控制围岩变形的进一步发展。两排钢架间用Φ22钢筋拉杆纵向连接牢固。
层焊缝应有足够的熔深,主焊缝与定位焊缝应密实。钢筋焊接后应对焊渣进行。首榀钢架加工完成后放在平整的水泥地面上进行试拼,检查各部尺寸均符合设计要求时才可进行批量生产。拼装后允许误差为:周边拼装允许误差为±3cm,平面翘曲应小于2cm。格栅应在开挖或初喷混凝土后及时架设。架设前应由测量人员将待架格栅的位置(里程、中线和水平)测放在岩面或喷射混凝土面上。格栅制作完成在运输过程中应避免磕碰变形。开挖完成后测量复核开挖断面,满足设计要求后进行安装控制点放线,准确测量出中线、水平点、里程及型钢拱架接点位置。放线完成后清理完成底部虚碴及杂物后,机械配合人工对拱架进行现场安装。安装时从下至上顺序安装,边墙安装后复测到位后对脚底和节点处进行固定。
采用锁脚锚管进行加固,保证拱加稳定牢固。边墙安装完成后进行拱部钢架安装,采用机械配合人工安装,顶部就位后先用螺栓连接,再对拱部和边墙处节点进行调整,达设计要求后再对拱脚处节点进行加固。然后对拱部超前小导管施工,并与钢架进行焊接,保证钢架稳固。钢架安装时,应严格控制其内轮廓尺寸,且预留沉降量,防止侵入衬砌净空。钢架与围岩间的间隙必须用喷混凝土充填密实;钢架应全部被喷射混凝土覆盖,保护层厚度不得小于40mm。钢架应按设计要求安装当拱脚开挖超深时,加设钢板或混凝土垫块。安装后利用锁脚锚杆(或锚管)定位;超挖较大时,拱背喷填同级混凝土,以使支护与围岩密贴,控制围岩变形的进一步发展。两排钢架间用Φ22钢筋拉杆纵向连接牢固。


108小导管割孔机川藏铁路使用_建贸数控钢筋笼滚焊机厂家有限公司,固定电话:13080162012,移动电话:13080162012,联系人:赵通,QQ:2661503466,石像镇老官赵村3组 发货到 山西省。