想一睹镀锌钢管生产产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
以下是:镀锌钢管生产的图文介绍

镀锌钢管连接方式:螺纹,焊接
滚槽方式连接
(一)滚槽焊缝开裂:
1.将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。
2.调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。
3.调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。
(二)滚槽钢管断裂:
1.将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。
2.调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。
3.调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。
4.检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。
5.用游标卡尺检查钢管的沟槽是否规定。
(三)滚槽机滚压成型的沟槽应符合下列要求:
1.管端至沟槽段的表面应平整无凹凸、无滚痕。
2.沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。
3.在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。
滚槽方式连接
(一)滚槽焊缝开裂:
1.将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。
2.调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。
3.调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。
(二)滚槽钢管断裂:
1.将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。
2.调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。
3.调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。
4.检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。
5.用游标卡尺检查钢管的沟槽是否规定。
(三)滚槽机滚压成型的沟槽应符合下列要求:
1.管端至沟槽段的表面应平整无凹凸、无滚痕。
2.沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。
3.在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。


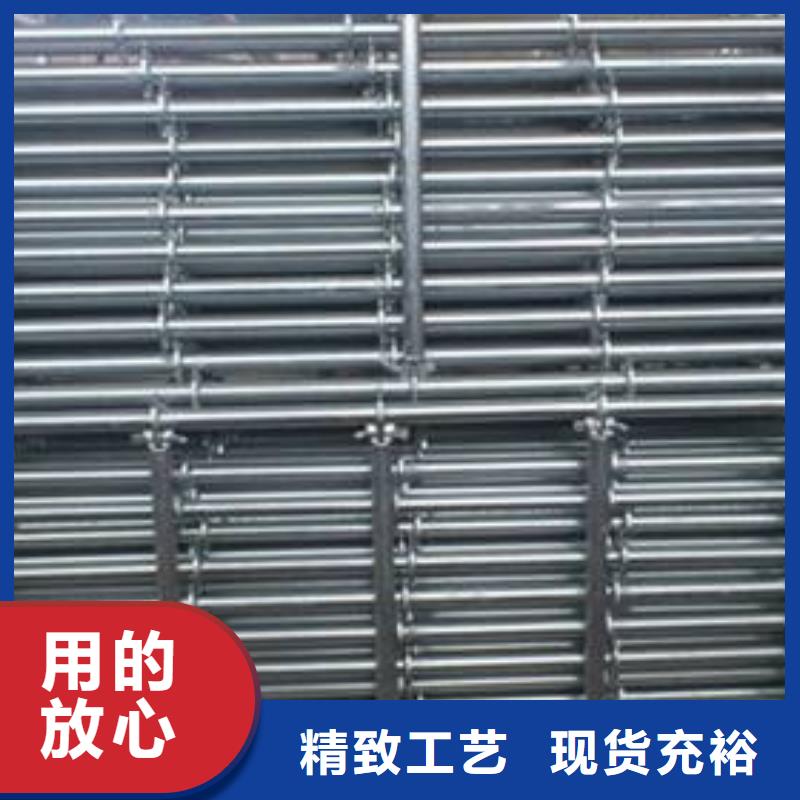
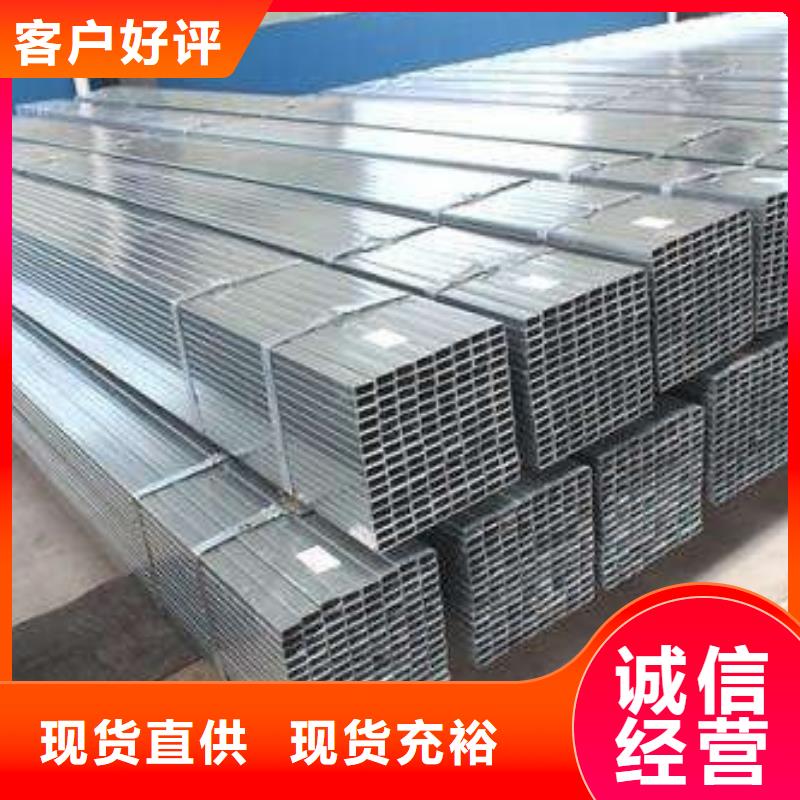
镀锌管为坯料热轧或冷轧镀锌钢板或镀锌板的冷弯过程中后段钢管焊接空心方形广场的形状和高频率的大小;或寒冷的空心管再镀锌镀锌加工的管道之前。镀锌方管从生产工艺分为热镀锌管、冷镀锌管。这是因为这两种镀锌管不同也造成了很多的不同的物理和化学性质。一般在其强度,韧性和机械性能。有许多不同之处。热镀锌管:是用钢板或钢带焊接方管成形后的线圈,并在广场将方形管的基础上放置在热镀锌槽通过在一个广场形成一系列的化学反应。热镀锌钢管生产工艺简单,而且生产效率是很高的,而且更多的品种和规格,设备和资金的RHS的需求很少,适用小镀锌管厂生产。但强度,钢的强度比低得多的无缝管。现主要生产用于干燥和氧化还原法,特征表。冷镀锌的锌层的表面非常光滑,致密,均匀的微观结构;具有良好的力学性能和耐腐蚀的锌耗;热镀锌低60% ~ 75%。电镀锌在技术上有一定的复杂性,但是,单面涂层,表面涂层和双面镀层厚度是不同的,和薄壁管应采用镀锌。镀锌的保护作用强,耐腐蚀性强。整个结构是由锌,四元晶体形成致密,在板上形成阻挡层的晶体,从而有效地防止腐蚀因素的渗透。从阻挡层保护功能强的锌腐蚀性能,当锌牺牲阳极保护的前沿,擦伤和瘀伤部分涂层,氧化锌层形成的不溶性,起到保护屏障功能
镀锌钢管一般采用热镀锌,例如使用电线槽冷镀锌,颜色有一定的差异
冷镀锌薄壁镀锌在外面,热镀内外镀。



津铁物资有限公司坐落于大桥路121号。优越的地理位置和便利的交通给公司的发展带来了充分的条件。本公司生产设备精良,工艺先进合理,检测手段齐全,技术力量雄厚;主营产品 江西上饶方矩管,产品遍布全国各地,在同行业中名列前茅。产品销往全国各地,受到广大用户的好评。过硬的产品质量,优质的售后服务,是我公司不断的追求!您的满意是我们永远的承诺。欢迎新老客户光临惠顾!